


湿法脱硫无烟气旁路技术分析与探讨
摘要:火电厂湿法烟气脱硫工程取消烟气旁路具有一定的技术风险,是否采用无烟气旁路成为国内电力企业关注的一个问题。首先分析了国内湿法烟气脱硫装置设置烟气旁路的目的,阐述了国外烟气旁路规定和设置情况,以国华三河发电有限责任公司二期工程采用无烟气旁路及烟塔合一技术的工程实践为例,对火电厂烟气脱硫工程取消烟气旁路的相关问题进行了探讨,指出火电厂湿法烟气脱硫工程无旁路具有明显的技术、资金和环保优势,是未来环保发展的必然趋势。
关键词:火电厂,湿法烟气脱硫,无烟气旁路
0 引言
国华三河发电有限责任公司(下称三河电厂)地处北京周边,位于河北省三河市燕郊镇,地处燕郊经济技术开发区东侧。燕郊镇与北京的通州区隔潮白河相望,厂址西距通州区17 km、北京市区37. 5 km,东距三河市17 km。
一期工程已安装2台日本进口三菱重工350 MW凝汽式汽轮发电机组, 1、2 号机组分别于 1999年12月、2000年4月投产。二期工程安装2 台国产东方动力集团300 MW 供热机组,已分别于2007年9月、11月投产发电。
三河电厂为了减少对当地和北京市的环境影响,向北京市提供清洁能源,建设绿色环保电厂, 二期同步建设烟气脱硫、脱硝装置。2台机组采用全烟气脱硫无旁路、烟塔合一技术,引风机与增压风机合一,取消了GGH。这种技术属于国内首例,填补了我国电厂脱硫技术无旁路的空白。由于取消了烟气系统的旁路和传统的高烟囱,采用烟塔合一技术,锅炉原烟气直接进入吸收塔,脱硫降尘后,将经脱硫后的烟气通过穿过冷却塔筒壁的净烟道送入塔中心,烟气与塔内水蒸气混合后, 由冷却塔出口排入大气,完全达到了《火电厂大气污染物排放标准》的要求。
1 设置烟气旁路的目的
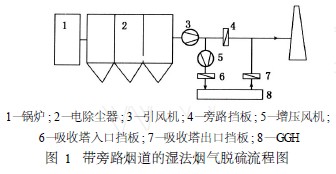
目前国内电厂建设的石灰石2石膏湿法脱硫工程中一般都设置100% 烟气旁路系统。旁路系统安装在FGD入口烟道和烟囱之间,其最主要的作用是在脱硫系统检修或事故状态下与机组隔离,含有SO2 的烟气不经过吸收塔脱硫,直接由旁路系统流经烟囱排出,从而不影响机组正常运行发电;同时当FGD或锅炉处于故障状态下(例如机组发生MFT、FGD入口烟气超温、浆液循环泵跳闸、增压风机跳闸等)使烟气绕过FGD,也避免对FGD设备造成影响或损害。同时机组冷态启动初期,为了防止烟气中未燃烬的煤粉和油滴进入吸收塔浆液,造成浆液污染,脱硫效率减低,吸收塔内防腐材料加速老化, 烟气一般通过旁路烟道直接排入烟囱。待烟温升高、电除尘器投运使烟气粉尘含量小于FGD装置的进口要求后,增压风机启动, FGD 装置进出口挡板打开,旁路挡板逐渐关闭,脱硫系统开始运行。图1为带旁路烟道的湿法烟气脱硫流程图。
 |
2 烟气旁路规定和设置情况
国外不同国家FGD装置旁路烟道设置情况不尽相同,根据掌握的有限资料,仅对德国、日本、美国和中国的旁路烟道设置情况做简要介绍。
2.1 德国对烟气旁路设置规定
德国对脱硫烟气旁路设置没有明确规定。由于德国对脱硫运行环保标准要求严格,电厂基本上都不设烟气旁路,特别是采用烟塔合一电厂,均取消了烟气旁路。2004年前,德国标准规定SO2 排放浓度为400 mg/m3 ,同时要求机组每年不带脱硫装置运行不能超过240 h, 2004年后标准规定SO2 排放浓度降为200 mg/m3 ,每年不带脱硫装置运行在100~120 h,每次不能超过72 h。国外电厂在锅炉启动和稳燃时均要求投运电除尘器,使进入吸收塔的粉尘浓度比较低。
2.2 日本对烟气旁路设置规定
日本JEAG 3603—2002 排烟处理设备导则 4. 4. 2节烟气系统设计要点对旁路烟道规定:在全容量处理烟气的脱硫设备中,宜采取配置旁路烟道等措施。同时该标准介绍并推荐采取无旁路烟道系统配置,简化工艺,节约资金,获得高脱硫效率。由于日本脱硫设备质量较好,近期建设的许多火电机组均未设置旁路烟道。其原因主要在于日本脱硫设备质量较好、运行可靠性较高,因此 FGD基本不会影响主机的运行安全;且日本环保标准要求严格,建设初期政府即与电厂签订环境保护协定,并以抽查方式检验执行情况,因此电厂会在大气污染防治方面采取一系列积极措施。
2.3 美国对烟气旁路设置要求
美国国家环保标准对烟道旁路没有明确要求,但在1990年对《清洁大气法》修改出台后,对 SO2 排放的处罚更严厉,有关燃料政策和排污交易等措施使得SO2 排放与经济紧密联系起来,所以许多业主要求并已经取消了烟气旁路。
2.4 国内烟气旁路设置情况
中国火力发电厂烟气脱硫设计起步较晚,机组均设置烟气旁路来保证机组的可靠性,保护吸收塔装置在事故状态时不受损失。
由此可见,国内外对烟气旁路设置均未有硬性规定,国外大部分电厂由于环保要求均采用了无烟气旁路技术,国内目前只有三河电厂二期工程采用此技术。可以推断,随着环保要求的提高, 采用无烟气旁路必将成为未来发展趋势。
3 三河电厂脱硫无烟气旁路技术介绍
三河电厂二期工程脱硫系统采用无旁路系统即直通式系统时,从锅炉来的烟气经引风机升压后,直接进入吸收塔进行脱硫处理,经脱硫后的净烟气通过FRP (玻璃钢)净烟道送入烟塔(冷却塔)的中心,烟气与塔内水蒸气混合后,由烟塔排入大气。由于烟塔可以直接接受经湿法脱硫后温度较低(52℃左右)的烟气,省去了脱硫系统的烟气加热器(GGH) 。同时由于未采用旁路烟道,简化了脱硫工艺系统和布置,增压风机与引风机合二为一,既减少用地,又节约工程造价。取消烟气旁路的技术关键点是脱硫装置的可靠性和可控性。当锅炉正常运行时,进入FGD 的烟气超温 (超过155℃时)或FGD 装置浆液循环泵故障全部停运时,烟气不可能绕开脱硫装置,而必须进入吸收塔,进行脱硫处理。在吸收塔入口烟道处设有由一系列合金喷嘴组成的事故喷淋系统,与工艺水系统连接。当入口烟气温度超过155℃时, 立即开启事故喷淋系统,向高温烟气喷水降温,使烟气温度低于65℃,以保护塔内部件和衬里的安全。事故喷淋水系统是根据炉后最大烟气温度和 20 min内所能承受的最大烟气量进行设计的。三河电厂脱硫系统设计有足够的裕量,通过喷淋层的喷淋,使锅炉从最低稳燃负荷(30% )到BMCR工况都能正常运行。
4 脱硫无烟气旁路技术的优点
对于三河电厂二期扩建工程来说,取消烟气旁路烟道优势相对较多,可简化工艺,相对减少故障点,有利于优化厂区布置,节省建设场地,确保 FGD装置的投运和污染物排放的控制,节省基建及运行费用,具体体现在如下方面。
4.1 确保SO2 及其它污染物的排放控制
采用无旁路烟道技术可使FGD与机组“三同时”(同时设计、建设和运行) ,只要机组运行,就必须投入脱硫系统,从而杜绝了部分电厂利用旁路烟道排烟运行的可能性,有效控制了电厂污染物的排放。
4.2 减少脱硫系统故障点
采用无旁路烟道技术,简化了工艺流程,减少了设备数量,从而相对减少了故障点,同时减轻了设备维护量。例如增压风机和引风机合并设置, 可减少1 台增压风机及其相关辅助系统; 取消 FGD出入口挡板和旁路挡板及其密封系统,特别是取消GGH则可大大降低故障率。
4.3 减缓原烟气烟道腐蚀
使用旁路烟道易使净烟气部分回流,从而导致部分原烟气烟道腐蚀,并增加了对锅炉炉膛负压的扰动,如不设旁路则可完全杜绝此现象的发生。
4.4 简化工艺系统
采用无旁路烟道技术优化了工艺系统。取消 FGD进口挡板、旁路挡板、旁路烟道、GGH,增压风机与引风机合并布置,这样烟气从除尘器出口经引风机直接到吸收塔,然后至冷却塔排放,工艺流程顺畅,便于脱硫系统自动化控制的实现。
4.5 优化建设模式
当取消旁路烟道且增压风机和引风机合并、 FGD布置于冷却塔前时, FGD的烟气系统不再是一个独立的系统,完全可纳入主体工程的设计当中,此时可将吸收塔及其辅助系统作为脱硫厂商的设计和承包范围,把FGD的烟风系统、工艺水系统、制浆和供浆系统、脱水系统、废水系统以及其他辅助系统纳入工程主体设计院的设计范围, 从而减少设计接口,便于工程的实施。
4.6 节省基建投资与检修运行费用
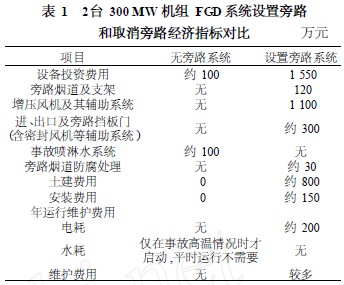
采用无烟气旁路技术简化了工艺系统、减少了设备、节省了场地,从而节约基建投资,节省运行费用。具体对比指标见下表1。
 |
5 调试中发现的问题及处理方法
FGD系统取消旁路系统,则脱硫装置是直接与电厂主机系统连接,对脱硫系统自身的安全性及设备可用率要求很高,甚至应高于电厂机组的可用率。否则一旦脱硫装置出现故障,则会造成电厂机组停机。在脱硫调试过程中,主要把握以下技术难点,保证脱硫系统的可靠行和安全性。
5.1 浆液循环泵跳闸造成机组跳闸
三河电厂二期脱硫工程设计了3台浆液循环泵,在正常运行中3台泵均运行,没有备用泵。为防止因某一个或两个浆液循环泵跳闸造成机组跳闸, 在逻辑上做了严格的限制:只有当3台浆液循环泵均跳闸时(或无浆液循环泵运行)才触发锅炉MFT; 当一台或两台浆液循环泵跳闸时,触发浆液循环泵跳闸报警并要求减机组负荷。同时由于3台浆液循环泵采购于瑞士Sulzer公司,性能可靠性较高,在调试和运行中未发生过质量问题。自三河电厂二期工程通过168 h试运行至今,也未发生过因浆液循环泵跳闸造成脱硫系统、机组跳闸的问题。
5.2 入口烟温高造成脱硫系统损坏或机组跳闸
吸收塔入口烟温过高时,会造成吸收塔内防腐材料脱落, FRP (玻璃钢)净烟道软化坍塌,脱硫系统瘫痪,机组停机。三河电厂二期脱硫工程设计了防超温的事故喷淋系统,解决了机组在非正常工况运行时吸收塔入口烟温高的问题。同时制订了严格的控制程序,其自动控制逻辑如下:
(1) 喷淋水箱液位低于3 m,同时开两路补水电动门;喷淋水箱液位高于4. 5 m,同时关闭两路补水电动门;
(2) 当烟温大于等于155℃,启动一路事故喷淋气动门;如果当烟温小于等于150℃并且吸收塔出口温度小于等于65℃,自动停这路事故喷淋;
(3) 当烟温大于等于165℃,同时启动两路事故喷淋气动门;如果当烟温小于等于155℃并且吸收塔出口温度小于等于65℃,自动停止一路事故喷淋;如果当烟温小于等于150℃并且吸收塔出口温度小于等于65℃,自动停止剩下那路事故喷淋;
(4) 当烟温大于等于165℃,同时启动两路事故喷淋气动门,如喷淋20 min烟温仍然大于等于165℃,则锅炉引风机跳闸,同时发锅炉MFT。运行人员手动关闭事故喷淋。
5.3 石灰石浆液供应系统故障
三河电厂二期脱硫工程设计了两套互为独立的石灰石浆液供应系统,即两套供应系统在正常运行中有各自的供浆泵及供浆管路,做到互不干扰。可以使用一套浆液供应系统供浆,也可以同时使用两套浆液供应系统。本质上这是石灰石浆液供应系统的一运一备,而不是单纯的供浆泵的一运一备,从而避免了石灰石浆液供应系统故障时无法供浆的问题。
5.4 石膏排出系统故障问题
石膏排出系统对脱硫系统及机组正常运行极其重要,如果石膏排出系统出现故障,将造成吸收塔内石膏无法排出,浆液浓度增加,浆液pH 降低,吸收塔液位增加,扰动泵出力增大,脱硫效率降低;当浆液浓度增大到超出石膏排出泵的设计出力时,石膏排出泵将会无法排浆,造成排出系统瘫痪而引起机组停机。三河电厂二期脱硫工程设计了2台石膏排出泵,一旦其中一台石膏排出泵故障跳闸或检修时,可使用另一台泵排出石膏;如果石膏排出管路堵塞或断裂无法排石膏浆液时, 可以通过吸收塔底部的紧急排放手动门,把石膏浆液排入吸收塔地坑,通过地坑泵把石膏浆液排往事故浆液箱,事故浆液箱可以存储机组满负荷运行时3天左右的石膏浆液,从而保证石膏排出系统的故障恢复,保证机组的正常运行。
5.5 锅炉启动初期造成脱硫系统污染
锅炉在冷态启动初期等离子模式运行时,煤粉燃烧不完全,会造成原烟气中粉尘浓度过高,石灰石浆液部分失效,化学反应变慢, pH降低,脱硫效率降低;当燃烧不稳投油助燃时,会造成油污进入吸收塔浆液,加速吸收塔内部防腐材料老化。为避免此问题,制订了严格的措施:锅炉启动前4 ~8 h投入电除尘,锅炉引送风机启动前0. 5~1 h 投入浆液循环泵,在等离子模式及投油时,连续补水、补石灰石浆液和排出吸收塔底部的石膏浆液, 此问题得到圆满解决。
6 结论
湿法脱硫无烟气旁路技术相对于有烟气旁路而言,具有简化工艺,相对减少故障点,有利于优化厂区布置及节省建设场地,确保FGD装置的投运和污染物排放的控制,节省基建及运行费用等优点。湿法脱硫无烟气旁路从技术上讲是可行的, 从实践上看是安全可靠的。三河电厂二期工程通过168 h试运至今从未发生过因脱硫系统跳闸造成机组跳闸的问题可以证明这一点。湿法脱硫无烟气旁路技术必将取代或取消湿法脱硫有烟气旁路技术,成为未来环保发展的必然趋势。
参考文献
[ 1 ] 陈东,林继发. 湿法烟气脱硫技术简述[ J ]. 陕西环境, 2003, 10 (5) : 32234.
[ 2 ] 阎维平,刘忠,王春波,等. 电站燃煤锅炉石灰石湿法烟气脱硫装置运行与控制[M ]. 北京: 中国电力出版社, 2005.
[ 3 ] 曾庭华,杨华,马斌,等. 湿法烟气脱硫系统的安全性及优化[M ]. 北京:中国电力出版社, 2004.
[ 4 ] 周祖飞. 湿法石灰石/石膏烟气脱硫系统的工艺控制 [ J ]. 环境科学与技术, 2005, 28 (2) : 80281.
[ 5 ] 电力规划设计总院. 火力发电厂湿法烟气脱硫取消旁路烟道可行性专题研究报告[R ]. 2007.
[ 6 ] 蒋丛近. 三河发电厂取消烟气旁路对脱硫系统装置设计和设备运行影响的研究[R ]. 2007.

使用微信“扫一扫”功能添加“谷腾环保网”




