


采取综合措施治理窑尾粉尘污染
0 前言
几年前,为某水泥厂探索了一种花钱不多,效果显著的“治理污染”的方法,走出了一条“加强管理”与“改造设备”相结合的治理污染之路,取得了较好的效果。现将有关措施小结如下:
1 治理前的状况
该厂是一家有近40年历史的老厂,由于生产工艺、设备落后,治理之前经常出现因收尘器内积灰太多(堆到收尘器电场极板之间),不能正常工作,而造成停窑,更为严重的是曾出现数次因收尘器内积灰太多,积灰从收尘入口倒入窑尾风机内,不得不停窑进行人工清理。窑尾收尘设备的运转率曾一度低于85%,收尘效率亦极低,根本不能做到达标排放。
2 存在的问题
造成该厂环境污染较严重的原因主要是设备陈旧、生产工艺欠合理、岗位分工不合理和管理措施不得力等。
2.1 生产工艺欠合理
该厂有三条Ф3.5m×135m湿法回转窑,其中3#窑系统设计较合理,其窑尾收尘器采用的是75m2的卧式电收尘,收集的灰尘由Φ300mm的螺旋绞刀、Φ135mm螺旋泵输送,经喂灰装置喂入窑内,满足了生产要求。而1#和2#窑系统存在明显的设计缺陷,其窑尾收尘器均采用的是60m2的立式电收尘,两窑尾共用同一输送系统,由两条Φ250mm的螺旋绞刀、一条Φ300mm的螺旋绞刀、一台CP2.0的单仓泵组成(如图1所示)。使得后两台设备几乎没有正常维修的机会;当两个系统同时灰多时,Φ300mm绞刀输送能力偏小;两台窑系统的窑尾灰合到一起之后,很难合理地重新分配到两个窑中喂灰系统,常因分配不合理而影响大窑锻烧;电收尘与螺旋绞刀之间没有锁风阀,从绞刀进入的冷风进入电收尘器中,一方面加快了收尘器极板、极线等的腐蚀,另一方面上升的气流使电收尘内已沉降的粉尘再次扬起(二次扬尘),影响收尘效率。
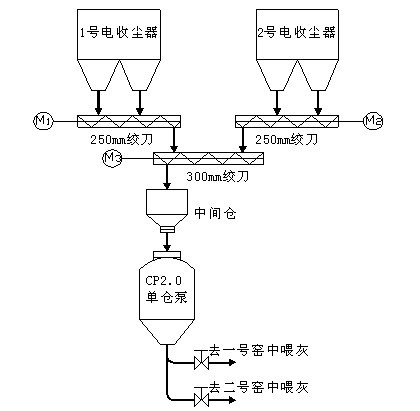 图1 改造前的窑尾系统 |
2.2 设备陈旧
主要表现在五个方面:(1)极板及框架部分变形严重,有个别部位极板与极线之间的距离远远小于设计值,使收尘器二次电压无法升高(经常在30∽45kV之间),影响收尘效率;(2)部分电晕线(极线)已严重锈蚀,常常在运行中折断,使电场短路(极板与极线短路),整组电场无法工作;(3)电收尘器内壁的混凝土经常脱落,或砸断电晕线,或卡在极板与极线之间,使电场因短路而无法工作;(4)有的振打装置损坏,有的振打装置因变形而振打不到位,常出现极板、极线被灰尘包住,二次电流偏低,收尘效率低的现象;(5)部分人孔门变形,漏风严重。
此外,CP2.0单仓泵正常工作时所需压缩空气压力应稳定在0.5MPa左右,而因集中供气,当管网上其它设备瞬间需气量较大时,常使管网空气压力下降,达不到所需的空气压力,造成单仓泵送不出灰,管道堵塞而影响电收尘运转率。
2.3 岗位设置不合理
岗位分得过细。同时也常常出现各岗位之间工作不协调的现象。这样不利于充分利用劳动力资源,加快设备抢修(检修)进度。
2.4 管理措施不得力
由于存在重生产、轻环保的思想,电收尘系统的管理没有一个有效、得力的管理措施。具体存在下列现象:(1)设备检修时责任心不强,设备检修完毕刚运行几个小时又出现故障;(2)在设备正常、二次电压能升高的情况下故意降低二次电压,降低收尘效率(尤其在晚上);(3)窑中喂灰工故意关小喂灰阀门。
2.5 人员素质差
由于企业人员流动较大,岗位新工人相对较多,加上没有具体的奖惩措施,有部分人不愿意学技术,不具备基本的设备操作、管理、维护的能力和经验,常延长故障处理时间。
3 采取的措施
针对系统中存在的上述问题,本着充分发挥原有设备的潜能、少花钱的原则,对设备进行了技术改造和综合治理,具体采取了以下措施。
3.1 改造不合理的生产工艺
将1#、2#窑尾输送系统分开,即将原来的窑尾输送系统废除,在电收尘的下料口处恢复原来的锁风阀,然后在锁风阀下分别加装Ф135mm的螺旋输送泵,直接将窑尾灰送到窑中喂灰系统(如图2)。这样能解决以下问题:(1)恢复了锁风阀,提高了收尘效率。(2)因螺旋输送泵的工作压力相对较低(大约0.25∽0.3MPa之间),解决了气源压力偏低的问题。(3)两个系统独立分开,既有了设备维修机会(可随大窑进行同步检修),也不存在两条窑的窑尾灰在窑中重新分配的问题了。(4)取消了Φ300mm的螺旋绞刀,也就解决了灰多的瞬间设备输送能力不够的问题了。
 图2 改造后的窑尾系统 |
3.2 修复原有设备
针对设备中存在的问题,分别采用了相应的方法进行处理。(1)对变形的极板、框架等进行调整,尽量恢复原有的参数;将个别变形严重,但又确实无法调整的极板进行拆除(当然这样会减小电收尘的有效面积),以升高二次电压,提高收尘效率。(2)准备部分电晕线,利用修窑机会,对严重锈蚀的电晕线进行更换。(3)对电收尘器的内壁进行加固,防止运行过程中内壁混凝土脱落。(4)对损坏的振打装置进行修复。(5)修整变形的人孔门,减少冷风的进入,提高收尘效率。
3.3 调整岗位设置
针对原岗位设置中存在的缺陷,对岗位设置进行了调整,将原来的电收尘工、窑尾输送工、窑中喂灰工进行合并,值班点设在电收尘,其它设备采用巡检制,并且每班设负责人,对本班的工作进行组织、指挥、协调、督促、检查等。这样无论是设备抢修,还是设备检修都有比较充裕的人力,而且各岗位之间工作容易协调。
3.4 加强管理
制定了比较完善的管理制度,该岗位的收益与电收尘的运转率和收尘效率直接挂勾,做到有奖有罚。具体为:(1)对检修人员,规定设备检修完毕后,未能达到规定运行时间又出现故障的进行一定的处罚。(2)对每班电收尘的运转率和收尘效率规定了考核指标,低于该指标要罚,高于该指标有奖。电收尘的运转率和收尘效率通过用记录仪记录电收尘的二次电压来衡量,有无信号记录代表电收尘是否运行;记录仪信号的大小代表收尘效率的高低(当然电收尘二次电压和电收尘收尘效率之间存在一定的差距,但总体上讲,二次电压越高,意味着收尘效率越好)。电收尘二次电压的记录采用在原电收尘整流柜上加装如图3所示的电路来完成。
 图3 记录电收尘二次电压的电路 |
注:虚线框外为原整流器中的电路,虚线框内为记录二次电压加装的电路。
3.5 提高职工素质
开展多种形式的职工培训,提高职工队伍素质。具体采用集中讲课和现场示范相结合的方式。为了调动学习积极性,对出现重复故障不会排除的给予一定处罚。
4 效果
经过大家的共同努力,大约花了半年的时间,窑尾除尘工作就正常了。电收尘的运转率超过98%,收尘效率也大大的提高(见表1)。据不完全统计,加强管理后一年,多生产熟料约7000吨,增加效益近百万元,而整个改造过程中的投资不到15万元,约两个月就收回了全部成本。
|
表1 综合治理后的排放浓度(标况)
|
|||||||||||||||||||||||||||||||
5 结束语
每个厂各有自己的具体情况,但是只要思想上重视,结合本厂的具体情况,采取恰当的措施,一定会取得较好的效果。搞好环保工作就没有想象的那么难了。

使用微信“扫一扫”功能添加“谷腾环保网”




