


电镀工业园废水处理改革方案Ⅱ
采用先进合理的废水处理方法
由于电镀废水种类繁多,其成份也不尽相同, 因此电镀废水的处理方法也很多,采用的工艺流程也不同。80 年代以来,多元组合技术在国内已开始应用,处理效果也比较理想。一批多功能自动化程度较高的组合处理设备问世,使得处理流程和设备小型化,促进了组合法的应用与发展。根据黄岛电镀工业园的自身特点,融入目前国内外较先进的技术,采用下面的方法处理电镀废水较为理想。
1 采用闭路循环工艺尽量减少废水排放
电镀废水主要来源于漂洗水,采用闭路循环工艺是目前处理电镀废水最经济、最有效的方法之一,是治理电镀废水发展的方向。闭路循环工艺是美国电镀协会在1978 年第40 号计划中首先提出的,80 年代后期自然闭路循环工艺悄然问世。该工艺的先进之处在于,清洗水可以多次利用,因此能够大幅度减少电镀废水的排放数量, 比常规的固定水槽漂洗可节约用水90 %以上,从而减少了废水处理的负荷和处理经费,产生较好的经济效益。
逆流漂洗大致可以分为两大类:第一类,连续式逆流漂洗,就是电镀槽后设一个清洗槽,镀件在清洗槽中由前向后移动清洗,补给清水则由槽末向前慢慢流动补给。第二类,间歇式逆流漂洗,又叫多槽回收,需要45 个回收槽,控制末槽中电镀液的浓度一般为1020mg/ L ,当末槽达到这一浓度后就倒槽,即将第一个回收槽的较浓的回收液蒸发浓缩,补充到电镀槽中,其他回收槽依次倒向它的前一级槽,末槽则加清洁水 。间歇逆流漂洗比连续逆流漂洗更加节水,以四级间歇逆流漂洗为例, 保持末级清洗水浓度不超过20mg/ L 时,它比单槽流动水情况节水99. 8 %。近几年来,间歇逆流漂洗逐渐被闭路循环式漂洗和喷淋洗或气雾喷淋洗相结合的方法所代替,因为该法不仅更节约用水,而且电镀件的漂洗效果更好。根据黄岛电镀工业园的实际情况,对较小的电镀件进行漂洗和气雾喷淋洗涤的工艺流程,示意图如图1 。
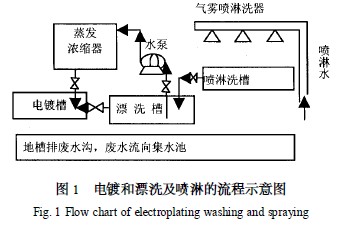 |
镀件从电镀槽取出,放入漂洗槽洗去大部分镀液,再气雾喷淋洗涤,镀件一次气雾喷淋洗涤比二次漂洗槽洗涤的效果还好。当漂洗槽中镀液的浓度大到一定程度,则把漂洗液用泵打入蒸发浓缩器,浓缩后补充到电渡槽里,喷淋洗涤水自流放入漂洗槽。较大镀件沿用原冲洗法,其冲洗水和溅出、散落的水进入地槽沟,流入工业园区的相应集水池待处理。
2 各种废水分别单独处理
电镀废水可以分为四个系统,含氰废水;含铬废水;其他重金属废水以及酸碱废水。实践证明分系统处理各种废水非常合理。
2. 1 含氰废水处理
氰化钠和氰化钾是优良的电镀络合剂,采用氰化物电镀的有金、银、铜、锌及镉等,可获得很高质量的镀层,但是氰化物有剧毒,对人的致死量为 0. 3mg/ kg。我国政府在大力提倡用无氰电镀工艺代替含氰电镀工艺。目前除少量有特殊要求的产品保留含氰电镀工艺外,其余大量产品都已改为无氰电镀工艺。黄岛电镀工业园的含氰废水主要来自镀银,除尽量采用闭路循环喷淋漂洗工艺, 减少含氰废水的排放外,含氰废水则根据氰化物特性,采用二级氧化法进行处理。氧化破氰可用的药剂有NaClO、Ca (ClO) 2 、液氯、臭氧等。液氯和臭氧由于价格高等原因不常用。用较便宜的 Ca(ClO) 2 又会产生Ca (OH) 2 和CaSO4 沉淀,增加了污泥量,故采用NaClO 是合适的破氰氧化药剂。
该方法是在碱性条件下,用氧化剂NaClO 把游离氰离子以及与金属离子络合的氰离子氧化成氮气和二氧化碳。氰离子的氧化破坏分两个阶段:第一阶段,在碱性条件(pH ≥10) 下,氧化剂把氰离子氧化成氰酸盐;第二阶段,在pH 为7~8 的条件下,氰酸盐进一步被氧化成氮气和二氧化碳。
第一阶段氧化为不完全氧化反应,反应如式 (1) 、(2) 、(3) :
NaCN + NaClO + H2O = CNCl - + 2NaOH (1)
2NaCu (CN) 2 + 5NaClO + NaOH + H2O = 4NaCNO + 5NaCl + 2Cu(OH) 2 ↓ (2)
(式中的铜元素也可能是其他金属如银、锌等)
CNCl% + 2NaOH = NaCNO + NaCl + H2O (3)
操作时次氯酸钠与氰氢根的投加比为: CN - : NaOCl = 1 :2. 85 ,控制废水的pH 值为12~13 ,反应温度为15 ℃~90 ℃,反应时间为30min。废水经第一阶段氧化处理后,氰化物转化为氰酸盐,其毒性降低为NaCN 的千分之一,故必须进行第二阶段的氧化物处理,才能达标排放。第二阶段氧化为完全氧化反应,反应如式(4) 、(5) :
2NaCNO + 3HOCl = 2NaCl + H2O + 2CO2 ↑+ N2 ↑(4)
4NaCNO + 3NaClO + 2H2O = 4CO2 ↑+ 2N2 ↑+ 4NaOH + 6NaCl (5)
操作时次氯酸钠与氰氢根的投加比为: CN - :NaOCl = 1 : 3. 42。用稀硫酸把废水pH 值调整为8. 5~9. 0 ,温度为15~40 ℃,反应时间约为30min ,第二阶段氧化处理是把氰酸盐连同第一阶段氧化反应后留下的残存的氯化物一起氧化成无毒的CO2 和N2 [7 ] 。
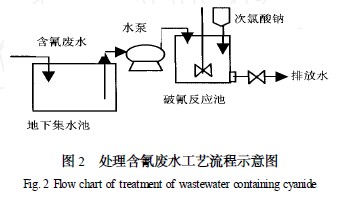
因为电镀工业园含氰废水的排放量不大,可只用一个反应池,在反应池中加机械搅拌。把连续式处理法改为间歇式处理法,即在同一反应池中先按第一阶段的处理法投加次氯酸钠进行氧化反应,30min 后改变反应条件,按第二阶段的处理法投加次氯酸钠进行完全氧化反应。反应池示意图如图2 。
 |
2. 2 含铬废水中铬的回收处理
废水中六价铬是有害和有毒物质,成为工业废水的一个重要污染源,一旦摄入人体内达到一定数量会引起癌症。废水中六价铬常因镀件表面附着而带入漂洗水中,据资料报道,80 %的铬酐损耗于镀件带出的附着液。它在废水中的一般含量为25~100mg/ L 。处理电镀铬废水的传统工艺是将废水中六价铬变成三价铬排放,使用最多的是铁氧体法。该法只是把毒性大的六价铬变成毒性较小的三价铬,没有从根本上消除铬对环境的污染,必须对其实施回收处理。理论上有下列几种回收方法:
(1) 铬酸盐沉淀法
这种方法是在碱性条件下投加沉淀剂氯化钡溶液,使CrO4 2 - 与Ba2 + 形成难溶的BaCrO4 沉淀 (BaCrO4 的Ksp = 1 ×10 - 10),因此习惯上也称为钡盐法。
该方法的优点是处理后的水清澈透明,工艺简单,但是引入了Ba2 + ,造成新的污染。
(2) 以氢氧化铬或三氧化二铬形式回收
该法首先是把六价铬还原成三价铬,再把三价铬沉淀为氢氧化铬,进一步把氢氧化铬加热脱水,则变成三氧化二铬。含铬废水中的六价铬在酸性条件下是以Cr2O7 2 - 形式存在,而在碱性条件下是以CrO4 2 - 形式存在。在酸性条件下六价铬的还原反应速度较快,故要求还原反应pH < 4 , 最佳pH 值为2. 5~3. 0 。常用的还原剂有许多种,如Na2SO3 、FeSO4 、Na2S 等。在酸性条件下, 把废水中的Cr ( Ⅵ) 还原成为Cr3 + 的反应如式 (6) 、(7) 、(8) :
Cr2O2 - 7 + 3SO2 - 3 + 8H+ = 2Cr3 + + 3SO2 - 4 + 4H2O (6)
6Fe2 + + Cr2O2 - 7 + 14H+ = 6Fe3 + + 2Cr3 + + 7H2O (7)
Cr2O2 - 7 + 8H+ + 3H2S = 2Cr3 + + 7H2O + 3S ↓ (8)
对比反应(6) 、(7) 、(8) 的特点,反应(7) 和8) 的生成物中除Cr3 + 离子以外,分别引入了铁离子和固体硫,给后续Cr3 + 的纯化带来麻烦;而反应(6) 的生成物中只有Cr3 + ,很容易分离,并不会造成二次污染,所以选取反应(6) 回收铬。在实际操作时,还原反应温度为15 ℃~40 ℃,时间约为 30min。亚硫酸钠投加比为:NaHSO3 ∶Cr6 + = 4∶ 1 ,亚硫酸纳投加量不宜过多,否则容易产生[ Cr2 (OH) 2SO3 ]2 - 负离子,难以沉淀。还原反应以后, 用NaOH 废水中和至pH = 6. 5~7 ,使Cr3 + 生成Cr (OH) 3 沉淀,然后聚沉后过滤、洗涤、脱水得到铬污泥,反应如式(9) :
Cr2 (SO4) 3 + 6NaOH = 2Cr (OH) 3 ↓+ 3Na2SO4 (9)
采用NaOH 中和生成Cr (OH) 3 沉淀纯度较高,将Cr (OH) 3 可以进一步加热灼烧制成三氧化二铬制品,用于其他行业。
(3) 阴离子交换法
当选用大孔弱碱性阴树脂370 # 填充阴离子交换柱时,对阴离子CrO2 - 4 的亲合力最强,同时, 在离子交换过程中,能自行将SO2 - 4 、NO- 3 、Cl - 有效的排出树脂层。使含铬废水通过该阴离子交换柱,发生如式(10) 的交换反应:
2ROH + CrO2 - 4 = R2CrO4 + 2OH- (10)
吸附CrO2 - 4 后的阴离子交换树脂,用12 %(m/ v) KOH 溶液可以将CrO2 - 4 交换出来,使阴离子交换树脂再生,反应如式(11) :
2R2CrO4 + 4 KOH = 2ROH + 2 K2CrO4 + H2O (11)
再生液中含有少量Fe3 + 和Al3 + 阳离子杂质, 用调节再生液pH 值的方法除去, 得到只含 K2Cr2O7 的再生液,进行蒸发浓缩,将K2Cr2O7 晶体分离出来。
对比三种回收方法的优缺点,用亚硫酸钠为还原剂,以三氧化二铬的形式回收铬简单易行最合适,其简单示意工艺流程如图3 。
 |
2. 3 含其他重金属离子的废水处理
电镀废水中的其他重金属离子一般是指铜、锌、镍、镉等,它们有一种共性,在碱性条件下可形成氢氧化物沉淀;若加入硫化钠,则形成硫化物沉淀。氢氧化物沉淀和硫化物沉淀的有关数据如表1。
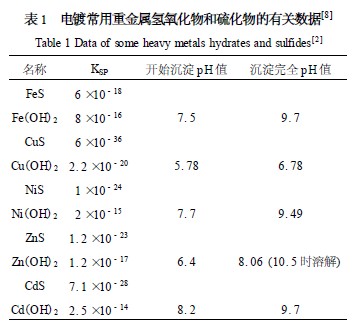 |
从表1 可以看出, Cu2 + 、Ni2 + 、Zn2 + 、Cd2 + 、 Fe2 + 重金属的硫化物容度积要比其氢氧化物容度积小很多,因此金属离子沉淀会更彻底;但由于硫化物形成的絮团很小,沉降缓慢,需另加凝絮剂;另外生成的金属硫化物,是有潜在毒性的物质,需进行再处理。因此调整废水的pH 值到6. 8 ~9. 7 ,使之形成重金属氢氧化物沉淀较好。金属氢氧化物沉渣还可以进一步进行回收性的无害化处理。
2. 4 酸碱废水处理
镀件电镀前需经除油、酸洗、机械磨光或滚桶滚光来清洁表面。使镀件在入槽前达到无油、无锈、无厚的氧化膜和无脏物覆盖。一般用化学法可达到清洁表面的目的。应尽可能的采用滚桶滚光法,用较低浓度的酸、碱或表面活性剂,借机械摩擦可将钢铁件的油垢和铁锈等除去,并可将零件表面磨光滑。这些措施能大幅度的减少酸碱废水的排出量。但仍然会有碱洗和酸洗产生的酸碱废水以及地面清洗废水。一方面可以利用产生的酸、碱液相互中和达到处理目的;也可以在其他系统中加以利用,例如:用酸性、碱性废水用来调整pH 值。使另加药品中和酸碱废水变为补充措施,可大大降低治理废水的成本。

使用微信“扫一扫”功能添加“谷腾环保网”




