


酸化—SBR法处理啤酒废水
更新时间:2008-10-14 15:18
来源:
作者:
阅读:2061
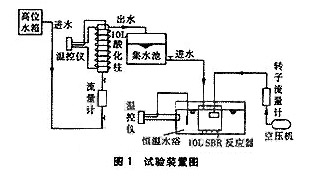
酸化—SBR法处理啤酒废水的主要处理设备是酸化柱和SBR反应器。
 |
这种方法在处理啤酒废水时,在厌氧反应中,放弃反应时间长、控制条件要求高的甲烷发酵阶段,将反应控制在酸化阶段,这样较之全过程的厌氧反应具有以下优点:
(1)由于反应控制在水解、酸化阶段反应迅速,故水解池体积小;
(2)不需要收集产生的沼气,简化了构造,降低了造价,便于维护,易于放大;
(3)对于污泥的降解功能完全和消化池一样,产生的剩余污泥量少。同时,经水解反应后溶解性COD比例大幅度增加,有利于微生物对基质的摄取,在微生物的代谢过程中减少了一个重要环节,这将加速有机物的降解,为后续生物处理创造更为有利的条件。
(4)酸化—SBR法处理高浓度啤酒废水效果比较理想,去除率均在94%以上,最高达99%以上。
要想使此方法在处理啤酒废水达到理想的效果时运行环境要达到下列要求:
(1)酸化—SBR法处理中高浓度啤酒废废水,酸化至关重要,它具有两个方面的作用,其一是对废水的有机成分进行改性,提高废水的可生化性;其二是对有机物中易降解的污染物有不可忽视的去除作用。酸化效果的好坏直接影响SBR反应器的处理效果,有机物去 除主要集中在SBR反应器中。
(2)酸化—SBR法处理啤酒废水受进水碱度和反应温度的影响,最佳温度是24℃,最佳碱度范围是500~750mg/L。视原水水质情况,如碱度不足,采取预调碱度方法进行本工艺处理;若温度差别不大,运行参数可不做调整,若温度差别较大,视具体情况而定。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。

使用微信“扫一扫”功能添加“谷腾环保网”




