


UASB-接触氧化工艺在酒精废水处理中的应用
1 前言
兖州兴达酒厂以薯干为原料发酵生产酒精,酒精产量5000t/a,其中每生产1t酒精约产生15m3高浓度酒槽废水,废水量180m3/d左右。酒糟液中含有4%~5%的固形物,主要是植物组织中的纤维素、半纤维素、多聚糖类、蛋白质及酵母细胞等。由于酒糟中的固形物属非惰性材料,菌体难以长期附着并形成优势,颗粒污泥不易形成,需将酒糟废液沉降,经板框压滤机过滤后再进行生化处理。本研究采用上流式厌氧污泥床(UASB)和生物接触氧化法,保证了处理指标的达标排放。污染物去除率均在99%以上,设备运行稳定,处理效果显著。经过1a多的生产运行,出水各项指标均达到设计要求。
2 工艺流程及设计参数
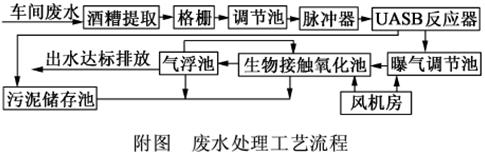
研究所采用的废水水质见表1,处理工艺流程见附图。
.jpg) |
 |
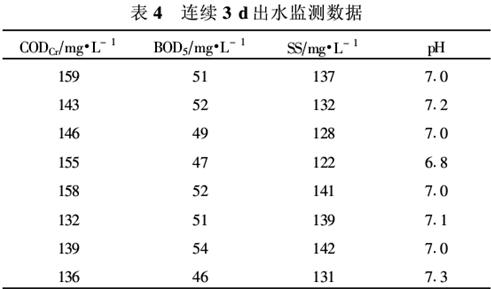
根据环保要求,废水处理后应达到《污水综合排放标准》(GB8978-96)二级标准,即CODCr≤300mg/L,BOD5≤100mg/L,SS≤150mg/L。
酒糟生产废水从生产车间排出后,由板框压滤机压滤进行酒糟提取,可去除80%以上的悬浮物(即酒糟,晒干作为饲料出售给养殖厂)。滤液经多级格栅网过滤后去除大颗粒的悬浮物,再进入调节池内,均衡水量水质。酒精废水的CODCr虽高,但废水的可生化性好,BOD5/CODCr约为0.6。废水温度控制在35~37℃,经脉冲器均匀进入UASB反应器底部,保证厌氧污泥床污泥呈悬浮状态。经生物厌氧污泥床的生化反应,分解废水中的大部分有机物。有机物被分解成CH4、CO2和H2S等气体外排,并经脱硫后回收利用。分解后的低分子量有机物随上清液进入曝气调节池,其主要功能是去除厌氧出水中的有害气体,增加废水中的溶解氧,为好氧处理创造有利条件,然后经灌装车间洗瓶水及地面冲洗水稀释后进入生物接触氧化池再次生化处理。在生物接触氧化池内被活性好氧微生物分解,使水中的有机物降至最低。生物接触氧化池出水进入气浮池进行固液分离,出水达标排放。气浮池部分污泥自流入曝气调节池。UASB反应器和生物接触氧化池的剩余污泥进入污泥储存池进行进一步消化,消化后污泥外运作肥料。UASB反应器温度控制在35℃左右,每池有效容积120m3,共2池。生物接触氧化池为2座,每座有效容积80m3,空气由SSR罗茨鼓风机供给,曝气采用可变孔曝气软管,内置悬浮填料,填料层高3.5m,设计气水比30∶1。气浮池采用加压溶气气浮,水力停留时间20min,回流比30%。
3 运行效果
经连续3d监测,本处理工艺出水各污染物去除率均能达到设计要求,监测结果见表4。
 |
4 结果与讨论
(1)针对薯干酒精废水较难处理的特点,采用UASB反应器+生物接触氧化池+气浮工艺,经治理工程实践证明不仅是可行的,同时也为酒糟废水治理找到了一条新途径。
(2)UASB反应器设备简单,运行方便,不需填料,建设成本低,污泥量少,易于管理,并且,CODCr容积负荷高,可达到15kg/m3•d左右,水力停留时间短,池容小,颗粒污泥浓度高,处理效果好。
(3)调试运行过程中,UASB反应器必须具有足够的厌氧颗粒污泥,才能达到预期效果。随着颗粒污泥的逐渐成熟,污泥床厚度的增加,抗冲击负荷增强,进水pH4.5左右,系统仍稳定运行。
(4)生物接触氧化池运行稳定,不产生污泥膨胀,但在调试期间和运行初期,由于生物膜量不足,需进行污泥回流,才能保证出水水质稳定。
(5)本工程从启动运行至今已1a多,设施运行良好,UASB反应器污泥床增厚,生化池挂膜成熟,不需污泥回流。

使用微信“扫一扫”功能添加“谷腾环保网”




