


单塔双循环脱硫运行方式对性能的影响分析
摘要:阐述了单塔双循环工艺的技术特点,并结合330MW燃煤锅炉脱硫系统的实际运行方式,通过对分区功能化的实现、系统安全性、吸收剂耗量和副产物品质的分析,梳理了单塔双循环工艺的控制要点,提出了选择运行方式需要注意的问题,为超低排放改造后脱硫单塔双循环系统的运行控制提供了有益的参考。
0引言
随着环境形势的日益严峻,国家加大了对燃煤电厂的SO2排放控制要求,相继出台了一系列政策,如《火电厂大气污染物排放标准》、《煤电节能减排升级与改造行动计划(2014-2020年)》、《全面实施燃煤电厂超低排放和节能改造工作方案》等。其中,脱硫达到超低排放要求(6%O2条件下,SO2浓度<35mg/m3),主流的提效改造技术路线为单塔双循环工艺和双塔双循环工艺。根据数据统计,二者中又以单塔双循环工艺居多。在实际运行过程中,由于燃煤硫分的变化、混煤乃至煤泥掺烧、调峰导致的负荷骤变等,经常需要改变运行方式,这既关系到SO2的达标排放,也关系到节能经济,如何合理地运行各层喷淋就显得格外的重要。
1单塔双循环技术的特点
单塔双循环工艺最大的特点是在脱硫塔内设置锥型收集碗和塔外设置AFT浆池。脱硫的喷淋系统被锥形碗分为上下两部分,一级循环作为预洗涤、石灰石高效溶解区,二级喷淋作为高效脱硫区。通过对两套循环回路浆液的pH值和浆液密度等参数的调控,完成石灰石的溶解、SO2吸收和脱硫副产物的氧化分区控制。单塔双循环工艺由于功能分区的设计理念,使其具有单循环工艺所无法比拟的技术优势,主要体现在以下几个方面:
(1)两个循环单独控制,使溶解、吸收、氧化等不同的工艺过程,在不同的控制参数下进行,互不干扰,使每个过程都处于最佳工况点。
(2)吸收剂先从二级循环进入,再进入一级循环,增加了吸收剂浆液在系统中的停留时间,使吸收剂的溶解更充分,利用率更高。
(3)一级循环浆池中浆液pH值控制较低,一般设置在4.5~5,有利于亚硫酸钙的氧化,增加石膏的可结晶时间,从一级循环浆池排出的浆液进行脱水处理,使最终脱硫副产物的品质更有保障。
(4)二级循环浆池中浆液pH值控制较高,一般设置在5.5~6,保证了较高的浆液碱度,更有利于快速吸收烟气中残留的SO2,使出口烟气SO2浓度满足超低排放的要求。
(5)一级循环浆池设计脱硫效率80%以上,烟气经过一次洗涤后,SO2含量已大幅度减小,在二级循环中,采用较小的液气比,就能达到理想的洗涤效果,而且,由于二级循环浆液不输送去脱水处理,对氧化的要求不高,可以减少氧化风量的供应,这就降低了系统的电能消耗。
(6)一级循环和二级循环之间设置了锥型的收集碗,不仅避免了不同pH值和密度的浆液混流,而且对烟气具有良好的分配、导流作用,达到了均布气流的目的,有效地改善了传质效果,降低了烟气SO2逃逸的可能性,进一步保障出口排放达标。
2运行方式对性能的影响
单塔双循环工艺涉及到两级循环,而每级循环都设置了多台循环泵,在实际的生产运行过程中,由于燃煤煤质、负荷等变化,在满足出口烟气SO2排放浓度达标的前提下,可以灵活地采用多种循环泵组合方式来运行,但不同的运行方式,效果不同,有些运行方式不仅效果不好,还存在环保、安全的隐患。
国内某330MW锅炉采用单塔双循环脱硫工艺,一、二级循环泵各配置3台(离心式),一级塔氧化风机3台,二级塔氧化风机2台。脱硫设施的配置情况见表1,其运行参数见表2。

烟气脱硫吸收塔采用喷淋空塔,整个吸收塔系统浆液循环喷淋系统采用3+3布置,塔体上、下各设置三层喷淋,中间设置导流锥、收集碗,每套脱硫装置设置配套的强制氧化系统。从表1可以看出,二级循环的配置情况,无论是循环泵流量,还是氧化风量均小于一级循环,设计的工艺处理过程,80%~90%的SO2脱除发生在一级循环,只有10%~20%的SO2是在二级循环喷淋中脱除。
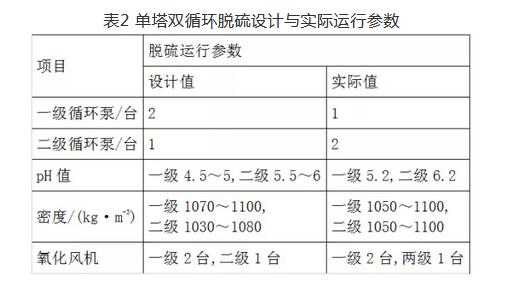
从表2可以看出,脱硫在实际运行时,与设计运行参数偏差较大,一级循环泵只运行了1台,而二级循环泵运行了2台;一、二级循环浆液的pH值均偏高;二级塔浆液密度高于设计值;二级氧化风量较大。之所以采用这种运行方式主要基于两点,一是考虑到节能,尽可能运行更低功率的设备;二是由于认识偏差,避免脱除效率达到100%,出口排放浓度降到0,造成外界质疑数据的真实性。
通过对运行期间DCS各项数据进行对比,结合吸收剂耗量的计算,浆液、副产物品质化验分析,发现此时二级循环已经成了主脱硫区域,脱除SO2占比约70%,而一级循环只占比约30%。采用这种运行方式,在燃煤硫分较低时,短期内不会影响脱硫的处理能力,仍然可以保证35mg/m3的排放指标,但长时间运行,将会对设施的安全稳定运行和最终的烟气达标排放带来一系列的问题。
2.1 安全性的影响
(1)高温烟气的影响
脱硫系统运行规程要求,在正常生产过程中,循环泵运行不小于2台,并采用逻辑保护,小于2台时会启动保护。这一设计理念主要是考虑到,当唯一运行的循环泵故障跳机时,备用循环泵因电动阀门开启时间较长,难以及时投运,高温烟气容易对喷淋系统造成严重的破坏。显然,电厂虽然运行了3台循环泵,但一级循环泵只运行了1台,2台二级循环泵因处于隔离状态,并不能及时对高温烟气进行降温,当一级循环泵出现故障跳机时,高温烟气仍然会对一级喷淋系统造成损坏,这为系统的安全稳定运行留下了较大的隐患。
(2)结垢的影响
SO2的吸收以二级循环为主,在二级循环浆液高pH值运行的情况下,含高浓度SO2的烟气与石灰石浆液反应,瞬间生成了大量难以氧化的亚硫酸钙,吸收塔存在结垢的问题,当结垢块掉落时容易损毁喷淋层的喷嘴等部件,对后续设备的正常运行造成负面影响。
2.2 吸收剂耗量的影响
按照单塔双循环工艺的设计,AFT塔是新鲜浆液的主要供浆点,为了保证烟气出脱硫吸收塔前,残余SO2能被高效地吸收,浆液pH值一般控制较高,此时浆液中有大量未完全溶解的石灰石颗粒,而CaSO4·2H2O和CaSO3·1/2H2O含量并不高,未反应的石灰石会通过AFT旋流器的底流进入一级循环系统使用。
把二级循环作为主脱硫区后,由于烟气中SO2含量高,与浆液中的石灰石反应后会瞬时产生大量的CaSO3·1/2H2O和部分CaSO4·2H2O,这些副产物会包裹在未溶解的石灰石颗粒表面,造成石灰石被屏蔽,从而导致吸收剂的耗量增加。在生产中,一般采用石灰石单耗来衡量吸收剂用量情况,即去除单位SO2所消耗的石灰石量:
式中:A石灰石消耗量,kg;ESO2脱SO2脱除量,kg。
式中:ESO2产为发电机组SO2产生量,t;M为机组发电煤炭消耗量,t;α为SO2产污系数;ESO2排为SO2排放量,t。
根据连续5m实际运行数据统计,吸收剂单耗远远高于理论的计算值,见图1。

从图1可以看出,SO2去除单耗实际值达到了2.04,远高于理论计算值1.76,经过调整后,SO2去除单耗下降至1.83。按照全年计算,每年的石灰石耗量将比理论用量多出约9200t。可见,石灰石的利用率非常低。
2.3 浆液与副产物品质的影响
按照单塔双循环工艺的设计,一级循环浆池作为主要的氧化区域,CaSO3·1/2H2O被充分氧化为CaSO4·2H2O,浆液通过一级塔排浆泵输送至脱水处理系统,出产的石膏完全达到商业品质,石膏成分设计值见表3。
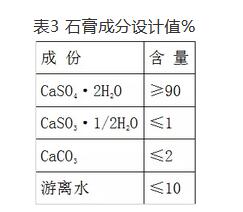
实际运行过程中,一级循环浆液量很小,吸收的SO2较少,CaSO4·2H2O的生成量很低,浆液中的固体物质主要来自AFT塔旋流器的底流,而底流含有大量CaSO3·1/2H2O和被屏蔽的石灰石颗粒,副产物的品质完全达不到设计要求,CaSO4·2H2O和CaSO3·1/2H2O的含量波动很大,而CaCO3含量和含水率均超过设计值。
根据连续5m的石膏化验分析数据统计,石膏含水率和CaCO3含量的情况见图2。
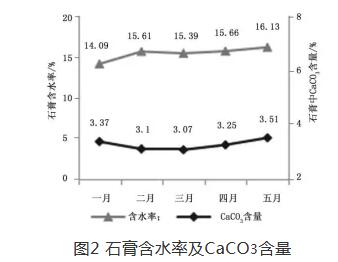
从图2可知,石膏含水率最低14.09%(一月),最高16.13%(五月),平均值达到15%以上,比设计值高了约5%。石膏中的CaCO3含量平均值为3%以上,也比设计值高了1%。
3运行优化需注意的问题
单塔双循环工艺因自身分区控制的特点,比单塔单循环工艺的控制方式更细化,使运行人员有了更多的运行调整空间,但由于各地环保要求、机组负荷特性、脱硫设备选型等的差异,所以在选择运行方式时既要根据实际情况灵活处理,也要充分发挥单塔双循环的技术优势,主要有以下几点:
(1)在生产过程中,应按照设计要求,以一级循环为主脱硫区域,二级循环为辅脱硫区域,一级循环脱除率应达到总脱除率的80%~90%为宜。
(2)充分利用分区控制的优势,严格控制不同区域浆液的pH值和密度,使各功能区都处于最佳运行工况。
(3)不同负荷,不同硫分下,系统均应在“2+n”或“3+n”的模式下运行,即一级循环泵不应小于2台,根据负荷和燃煤硫分的情况,选择二级循环泵的运行台数,如设计硫分下,低负荷时,采用“2+1”方式,中负荷时采用“2+2”方式,高负荷时采用“3+1”或“3+2”方式。
(4)对于调峰机组,出现既是低负荷、又是低硫分的工况时,如果需要控制出口浓度值不接近0,应通过调节一级循环浆液的pH值来控制,不应通过停运部分一级循环泵来控制。
(5)确定节能措施应以整个系统的能耗核算为基础,并结合所有相关设备的安全性、健康性等指标通盘考虑,不应只局限于大型设备的能耗比较。
4结语
综上所述,单塔双循环脱硫工艺是近几年发展起来的高效脱硫技术,在执行超低排放后,无论是在新建还是原有机组的提效改造过程中,都已成为主流的选用技术。由于工艺本身的特殊性,以及不同电厂改造的差异性,使每个电厂的控制方式都不尽相同,只有根据自身实际情况,合理选择运行方式,才能真正发挥出单塔双循环工艺的技术优势,使脱硫系统长期稳定运行。

使用微信“扫一扫”功能添加“谷腾环保网”




