


利用PLC实现电厂化学水处理程控系统
摘要:本文论述了利用PLC实现的电厂化学水处理程控系统,结合现场总线技术和工业以太网技术,信息层使用工业以太网,控制层使用Controlnet现场总线,完成了基于PLC的电厂化学水处理程控系统。
关键字:PLC 现场总线 以太网 冗余
1 引言
电厂化学水处理系统作为电厂重要的辅助车间和辅助系统,特别是大型火电厂利和供热电厂的化水处理车间处理量大,工艺复杂,水质要求高,其运营的好坏直接关系到电厂的安全运行及可靠性。本文以笔者负责完成的通辽盛发热电厂化学水处理程控系统项目,分析化学水处理程控系统的自动控制。
2 化学水处理系统工艺流程
通辽盛发热电厂作为新建热电厂新建4台机组(4×135MW,分两期完成),化学水处理系统由三部分组成:软化水处理系统、反渗透系统和除盐水系统,系统工艺流程简图如图1所示。
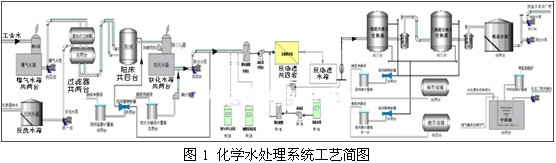 |
系统主工艺流程为:工业水→曝气塔→曝气水箱→升压水泵→叠加式过滤器→阳离子交换器→除二氧化碳器→软化水箱→碱计量泵加碱→软化水泵升压(软化水,可作为厂内生活用水)→加热器→反渗透装置→反渗透水箱→反渗透水泵升压→一级混合离子交换器→二级混合离子交换器→除盐水箱→除盐水泵升压→主厂房。
3 控制系统硬件组成
3.1 PLC控制系统
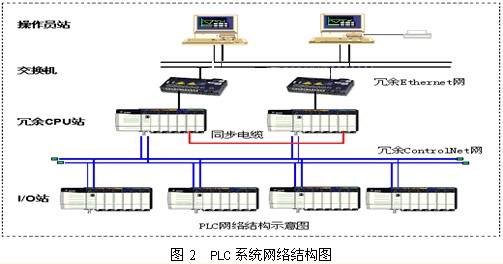
根据装置工作要求,选用性价高的AB公司的Controllogix系列可编程控制器构建冗余的控制系统。PLC中CPU采用两套1756-L55 ControlLogix5555 Controller,设置1个主站(CPU模件),5个分站(IO模件),主站CPU与分站I/O通过ControlNet网络通讯, 开关量输入、输出模件选用32点,模拟量输入模件选用16点,模拟量输出选用8点。PLC系统网络结构图如图2所示。
 |
3.2 监控站
监控站选用两台研华工业控制计算机和高性能工业监控软件RSView32(视窗控制中心),与PLC控制单元之间采用工业以太网进行通讯。完成整个系统的工艺流程、设备运行状态的显示和监控、实现曲线的显示、历史数据的保存、权限管理、操作查询、报警、打印等功能。
3.3 仪表系统
仪表系统由压力及温度变送器、流量计、液位计、PH值表、酸度计、碱度计、硅酸根检测仪、导电度检测仪、压力及压差开关等构成,主要完成水箱液位、管道压力、进出水流量、水温度、水质检测,并通过检测值,进行工艺自动控制与调节。
3.4 现场控制设备
现场控制设备由水泵、风机、气动阀门、电动门、调节阀等构成,其中水泵、风机由电机控制,气动门由电磁阀控制。
4自动化软件设计
化学水处理自动化控制系统的软件包括上位机、下位机两部分。
4.1 上位机软件设计
上位机软件采用Windows2000操作系统,组态平台为RSView32。上位机实现的功能为:数字显示化学水处理系统中的水箱液位、管道压力、进出水流量实时值与累积值、水温度、水质检测,记录这些参数的历史变化,在设定的上限与下限值发出语音报警、记录到报警历史以便查询。各设备的运行、故障等状态显示,各设备的启动、停止操作,并进行操作记录,以便查询;出现每个设备故障时发出声音报警并记录故障情况(故障时刻、故障类型等),方便进行事故分析。重要参数、报警、故障都可以报表打印。
化学水程控系统上位机监视画面由参数画面、弱酸阳离子交换主画面、曝气水箱系统画面、过滤器A和B画面、弱酸离子交换画面、软化水系统画面、反渗透主画面、反渗透装置画面、反渗透水箱画面、反渗透辅助系统画面、除盐水主画面、一级混床系统画面、二级混床系统画面、酸系统画面、碱系统画面、中和池系统画面、树脂存贮画面、除盐水箱画面、手操器画面、启动方式画面、检修设置画面、历史趋势画面、报警汇总画面、数据汇总画面、记录画面、登录画面和管理员画面组成。
4.2 下位机软件设计
下位机采用AB公司开发的RSLogix 5000软件对PLC进行编程和对PLC配置进行维护。编制的软件主要包括信号获取处理、流量的累积、运行时间的累积,传到上位机显示,接受上位机的操作、判断自动控制条件对水泵风机、气动阀门进行逻辑控制,完成化学水处理过程。
5系统实现功能
水处理程控系统具有:运行方式选择;设备故障自动报警;实现了现场信息采集、处理、操作显示等完善的功能。并且保留了就地控制功能。在控制室,运行人员通过控制系统能对整个工艺系统进行集中监视、管理和顺序控制,并可实现远方手操。提供就地手操、远方手动操作、自动顺序控制三种控制方式,工艺系统中被控对象的状态在CRT上显示。
5.1 就地手操控制
所有气动阀、电动门、水泵和风机都保留就地控制方式,即使在程控系统完全故障的情况下还可以通过就地控制实现手动水处理,保证机组锅炉的可靠用水。
5.1 远方手操控制
在选择远控方式时,操作人员可以在操作员站远程一对一操作气动阀、电动门、水泵和风机。
5.2 水处理过程自动控制
水处理程控系统在正常情况下主要运行在自动控制方式。按照化学水处理系统的设计要求,水处理过程程序自动控制包括:除铁与弱酸离子交换过程自动控制,反渗透装置自动控制过程,混合离子交换过程自动控制。在除铁与弱酸离子交换过程自动控制过程中,当过滤器已经运行了24小时、或进出水压差达到0.1Mpa、或入口累积流量达到2880吨,就自动进行反洗,备用的过滤器投入运行;当阳离子交换器运行48小时、或入口累积流量达到6240吨,就自动进行再生。在反渗透装置停止自动控制过程时,自动完成反渗透冲洗过程。在混合离子交换过程自动控制中,当混合离子交换器运行1200小时、或入口水流量累积达到18000吨、或出口水导电度高于0.2us/cm、或出口硅酸根高于0.02ug/L,就自动进行再生,备用的混床投入运行。
5.2其它功能
通过PLC内部程序设定报警及联锁保护,一旦出现故障,立即停止相应的操作,并发出相应的报警信号,自动启动备用的设备。实时参数超限报警、阀门开超时/关超时故障报警、阀门位置信号故障报警、水泵/风机启动/停止超时故障报警、水泵/风机控保装置事故跳闸/失电报警等。化学水处理系统中的工艺参数和的累积参数都归档,可以通过历史趋势画面对所有运行参数查看、打印,并按照电厂要求打印成报表。系统还通过交换机与全厂的辅助控制网络系统相联,实现了远程运行参数监视与管理。
6 结论
通辽盛发热电厂化学水处理程控系统于2006年9月正式投运,自动化控制水平明显提高,产水量达到设计要求平均每小时180至200吨,完全保证了设计4台发电机组的用水需要。由于控制水平的提高,水处理过程中产生的废水量明显减少,起到了一定环保节能效果。系统高度的可靠性和直观简易的操作性减少了运行人员劳动量。该系统建成后运行可靠,生产效率明显提高,因此受到用户的好评,并成为其它电厂同行参观效仿的对象。
参考文献:
[1] 《火力发电职业技能培训教材》编委会 《电厂化学设备运行》中国电力出版社 2005年
[2] 关丽 《电厂化学分册——中小型火电机组运行技术丛书》中国电力出版社 2005年
[3] 于瑞生 《电厂化学》中国电力出版社 2006年
[4] Rockwell Automation 《ControlLogix 选型指南》
[5] Allen-Bradley《系统用户手册 ControlLogix》

使用微信“扫一扫”功能添加“谷腾环保网”




