


用石灰处理电镀含酸废水的方法
引 言
处理电镀含酸废水一般采用烧碱中和法和石灰中和法,用烧碱操作简便,但成本高,用石灰成本低,但操作复杂。目前,许多电镀厂家和专业电镀废水处理公司使用烧碱处理,而一些用酸量大的电镀厂则使用石灰处理。用石灰处理电镀含酸废水,目前存在的问题主要有两点:第一,水质浑浊,悬浮物不易达标;第二,过程复杂,不易实现自动控制。
我公司是大型电镀企业,电镀产品前处理脱漆等工序用大量的硫酸,每月大约80t,酸洗和活化每月使用盐酸大约20t,废水处理车间曾经使用过烧碱处理含酸废水,但成本太高,不得不改用石灰代替烧碱。在使用石灰处理含酸废水的过程中,通过实验和长期摸索,成功地研究出一套用石灰处理电镀含酸废水的方法,取得了较好的经济效益和社会效益。
1 设备及工艺流程
1.1 设 备
废水处理车间含酸废水的处理设备主要有:含酸废水调节池,一级中和反应池,二级中和反应池,絮凝池,沉淀池,清水池,污泥浓缩池,板框压滤机和石灰乳液配制池等。
1.2 工艺流程
含酸废水从电镀车间流入含酸废水调节池,用泵将含酸废水从调节池泵入一级中和反应池,在一级中和池中加入石灰乳液中和废酸和沉淀重金属离子。废水从一级中和池流入二级中和反应池,在二级中和池中继续加石灰乳液中和废酸,并调节废水的pH至合适的范围。废水从二级中和池流入絮凝池,在絮凝池中加絮凝剂使沉淀物絮凝成较大的颗粒,然后流入沉淀池,在沉淀池中水和沉淀物分离,上清液流入清水池,最后从出水口排出,沉淀池中的泥渣用泵泵入污泥浓缩池,然后用板框压滤机压滤,滤液流回到含酸废水调节池,滤饼送至相关部门处理。
2 方法研究
2.1 存在的问题
用石灰处理含酸废水,首先在石灰乳液配制池中将石灰配成乳液,氧化钙与水反应生成氢氧化钙。氢氧化钙比氧化钙具有更细小的颗粒,与酸反应速度较快,且反应充分,反应中生成硫酸钙和氯化钙。硫酸钙是微溶物质,在水中的溶度积为:
[SO42-][Ca2+]=k
k为硫酸钙的溶度积常数。
为了研究用石灰处理含酸废水水质浑浊的问题,现在假设有1L硫酸钙饱和溶液,其中[SO42-]=a,[Ca2+]=b,那么ab=k。再假设另有1L硫酸钙饱和溶液,[SO42-]=2a,那么[Ca2+]=0.5b。如果将这两种硫酸钙饱和溶液混合到一起,通过计算可知,混合后的溶液中[SO42-]=1.5a,[Ca2+]=0.75b,此时,
[SO42-][Ca2+]=1.5a×0.75b=1.125ab>k
此式表明,两种饱和硫酸钙溶液混合后,硫酸根和钙离子浓度的乘积大于硫酸钙的溶度积常数,因此这两种溶液混合后,溶液中将生成硫酸钙沉淀。
用石灰处理过的电镀含酸废水是硫酸钙的饱和溶液,在处理过程中,当石灰加入量不同时,将导致废水中硫酸根和钙离子浓度的变化。废水流入沉淀池后,水与沉淀物分离。如果某一时段进入沉淀池中的废水与另一时段进入沉淀池中的废水硫酸根和钙离子的浓度有所变化,那么根据以上的讨论可知,当这两种废水混到一起时,在沉淀池的上清液中将有硫酸钙沉淀生成,使水质变浑。
过去,在用石灰处理含酸废水的过程中,沉淀池中的上清液经常变浑,这个问题好长时间没有得到很好的解决。用人工控制中和反应池中石灰的加入量,其用量不够准确,中和池中废水的pH波动很大,在处理过的含酸废水中硫酸根和钙离子浓度变化很大,当废水进入沉淀池后便有浑浊现象产生。解决这个问题的办法是,严格控制中和反应池中废水pH的变化范围,确保石灰用量的准确,使废水中硫酸根和钙离子浓度在较小的范围内波动。
含酸废水经过处理后显碱性,在沉淀池中分离后,上面清液流入清水池,按传统工艺,在清水池中加酸调节pH,将pH控制到6~9。用石灰处理过的含酸废水是硫酸钙的饱和溶液,在清水池中加硫酸调节pH时生成硫酸钙沉淀,水质变浑,悬浮物超标。用石灰处理过的含酸废水有时氯化钙也是饱和的,当用盐酸调节pH时,在清水池中有氯化钙悬浮物生成。过去在废水处理过程中,采用硫酸调节pH,清水池中的水经常变浑,有时还很严重,采用盐酸调节pH后,情况虽然有所改善,但悬浮物仍然不能完全达标。
采用石灰处理含酸废水的另一个问题是,石灰加入量不易实现自动控制,使操作复杂,水处理质量波动较大。硫酸钙有较强的结垢能力,用石灰处理含酸废水产生大量的硫酸钙,当用pH控制系统自动控制石灰的加入量时,由于探头很快结垢,失去测定pH的能力。采用人工控制石灰的加入量,由于废水酸度高,变化大,人工控制比较困难,废水处理的质量得不到保证。
2.2 解决方法
我公司含酸废水中含有铜、锌和少量的镍等重金属污染物质,在处理含酸废水过程中,除了中和废酸外,还要用石灰沉淀这些重金属离子,根据有关资料[1],这些重金属离子沉淀的条件为接近中性和偏碱性,见表1。
 |
根据以上特性,如果将废水的pH控制在8~9的范围内[2],可以有效地沉淀铜和锌离子,但完全沉淀镍离子则需要较高的pH。
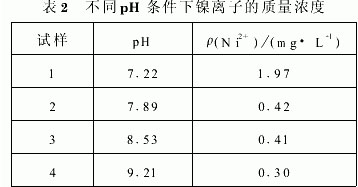
用分析纯硫酸镍和去离子水配制硫酸镍溶液,用氢氧化钠将硫酸镍溶液调至pH=8.53,生成氢氧化镍沉淀,由于碱性较弱,溶液中还含有少量的镍离子,将溶液过滤后经过分析得知,滤液中镍离子的质量浓度为10.6mg/L。向该滤液中加入少许次氯酸钠溶液,滤液中有黑色沉淀生成,滤液的pH由8.53降至7.89。这个反应的过程为,次氯酸钠将二价镍氧化为三价镍,在碱性条件下三价镍离子生成Ni(OH)3黑色沉淀。在不同pH条件下测定Ni(OH)3溶液中镍离子的质量浓度,所得结果列于表2。分析结果表明,pH在8~9的范围内,Ni(OH)3溶液中镍离子的质量浓度符合国家排放标准的要求。
 |
由于有氰化镀铜生产线,操作工在前处理区域和氰化镀铜区域运送工件时,不可避免地将少量的氰化物带入前处理区域,最终使含酸废水中含有氰化物,其质量浓度约为1mg/L,由于浓度很低,不足以产生氰氢酸气体污染空气。因为氰化物超标,在处理含酸废水时,需要向中和反应池中加漂水破氰,在这个过程中,次氯酸根除了与氰化物反应外,还能使二价镍离子氧化成三价镍,使镍离子完全沉淀。因此,将废水的pH控制在8~9的范围内,铜、锌和镍离子以及pH都能够达到国标的要求。
从前面讨论已知,为了使处理过的含酸废水清澈,保持沉淀池中废水pH的稳定是必要的。为了有效的控制沉淀池的pH,在絮凝池中安装了pH控制系统,控制一台加酸泵和一台加碱泵,当pH偏高时,加酸泵自动加硫酸,使OH-与H+生成H2O,并有CaSO4生成,这样在调节废水pH的同时,也降低了钙离子的浓度,保证了废水中硫酸根和钙离子浓度的稳定。当pH偏低时,加碱泵自动加碱,碱液为氢氧化钠。用这套控制系统操作,可将废水的pH控制在很窄的范围内。
用pH控制系统将絮凝池中废水的pH控制在8~9的范围内,废水的pH已符合国家排放标准,于是我们拆除了清水池中加酸调节pH的装置。用石灰处理电镀含酸废水,在絮凝池中用pH控制系统自动控制pH,改变了传统的操作方法,解决了沉淀池中水浑的问题,同时又解决了清水池中水质变浑的问题,一举两得。
用石灰处理含酸废水,如何控制石灰的加入量是一个较难的问题,如同前面讲的那样,使用pH控制系统控制石灰的加入量,探头结垢,自动控制失灵。为了解决这个问题,设计了两个中和反应池,在第一级中和池中用石灰中和90%左右的废酸,在第二级中和池继续用石灰中和剩余10%的废酸并调节废水的pH。按照这个操作程序,在一级中和池中,废水中的硫酸绝大部分或全部已与氢氧化钙反应生成硫酸钙沉淀,在二级中和池中主要发生盐酸与氢氧化钙的中和反应以及重金属离子生成氢氧化物沉淀的反应。如果在一级中和池中安装pH控制系统,探头存在结垢问题,那么在二级中和池中安装pH控制系统,探头结垢问题就得到了解决,因为探头结垢是硫酸钙引起的,在二级中和池中硫酸根浓度很低,在探头上不足以生成致密的硫酸钙。
用一台石灰乳液泵将90%左右的石灰乳液通过主管道输入到一级中和池中,同时将10%左右的石灰乳液通过分管道输入到二级中和池中。分管道由三通连接到主管道上,主管道用 38cm管,分管道出水口用 6.4cm管。为了避免管道内石灰结垢,管道大部分采用塑胶软管,塑胶软管在石灰乳液泵启动和停止时发生伸缩运动,管道内壁不能结垢。在二级中和反应池中用pH控制系统自动控制石灰的加入量,pH低于控制值时,石灰泵启动,pH高于控制值时,石灰泵停止。这个设计的巧妙之处在于用一套pH控制系统同时控制两个中和池中石灰的加入量,pH控制系统探头放置在第二级中和池中,有效地避开了探头结垢的矛盾。
3 结果与讨论
3.1 pH的控制
在二级中和反应池中用pH控制系统自动控制一级中和池和二级中和池中石灰的加入量,pH控制系统的控制值一般设定在7.8~8.4的范围内,这个数值一般依据废水在絮凝池中的pH来调整。絮凝池中的pH一般控制在8.3~8.8的范围内,当絮凝池中的废水pH偏高时,可降低二级中和池中pH的控制值,当絮凝池中的pH偏低时,可提高二级中和池中pH的控制值。用石灰处理含酸废水的过程中,二级中和池中的pH有一定的波动,当流入絮凝池中的废水pH高于工艺上限或低于工艺下限时,絮凝池中的pH控制系统自动启动加酸泵或加碱泵,将pH控制在工艺范围内。
3.2 废水处理状况
自安装了这套自动控制系统后,废水处理状况有了明显的改善,pH控制准确,水质清澈透明,悬浮物达标。为了验证这套含酸废水处理系统的可*性,连续一个星期从废水出水口取样测定,测定项目为pH、铜、锌、镍和氰的质量浓度,结果列于表3。在这套废水处理系统中,含氰废水经过处理后流入二级中和池,与含酸废水一同进入下一道处理工序,因此,在表3中也给出了氰化物的测定数据。分析结果表明,这套系统处理过的含酸废水pH和重金属离子符合国家二级排放标准。
表 3 出水口水样的测定结果
试样 pH Cu2+/(mg·L-1) Ni2+/(mg·L-1) CN-/(mg·L-1)
1 8.47 0.05 0.56 0.08
2 8.98 0.65 0.78 0.14
3 8.61 0.38 0.05 0.32
4 8.37 0.87 0.34 0.13
5 8.53 0.68 0.29 0.03
6 8.27 0.90 0.78 0.03
7 8.24 0.92 0.12 0.07
3.3 效 益
我公司每月约使用80t硫酸和20t盐酸,废水处理车间每月约投入55t石灰处理含酸废水,每砘石灰按440元计算,合计人民币24200元。如果使用烧碱处理这些含酸废水,每月需要质量分数为96%的烧碱约55t,每吨烧碱以2600元计算,合计人民币143000元,使用烧碱的成本是使用石灰成本的5.9倍。由此可见,使用石灰处理含酸废水的经济效益是可观的。
使用烧碱处理含酸废水比使用石灰成本高得多,那么为什么还有那么多厂家使用烧碱处理含酸废水呢?原因是使用石灰处理含酸废水存在过程复杂,操作难度大,悬浮物不易达标等问题。我们研制的这套用石灰处理电镀含酸废水系统,成功地克服了这些困难,提高了废水处理质量,并降低了运行成本,取得了较好效益。

使用微信“扫一扫”功能添加“谷腾环保网”





