


新型一体化氧化沟工艺的节能特点
时 间:2009-05-05 10:04:04 作者: 来 源:中国环保频道 浏览:18
摘 要:在分离器底部,混合液受到组件下侧板的反力作用,该力可分解组件下侧板流动的两束流——上向流和下向流,因流速差的存在形成压力差,该压力差就直接导致了污泥自动回流。成都城北污水厂一年多的运行情况表明,只要保证固液分离器底部的推动力并及时排泥,就能 保证稳定的分离及回流效果。
到2010年,我国城市污水治理率将从目前的不到10%提高到40%,这个任务非常艰巨,而资金紧缺则会是面临的首要问题。因此,选择并推广一些适合中小城市、具有高效、节能、投入低而且可靠的污水处理新技术有着巨大的现实意义。近几年发展较快的一体化氧化沟技术对解决上述问题有针对性,其较多的经济和节能特点是该技术得以广泛推广的基础。目前应用该技术在国内兴建的污水处理厂已超过10余座,现以四川省示范工程——成都城北污水处理厂为例,阐述该技术在节能方面的特点。
1城北污水厂概况
城北污水处理厂的工艺流程如图1。
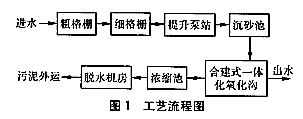 |
该污水厂设计处理水量为1×104m3/d,考虑N、P的去除,在氧化沟前段设置缺氧段和厌氧段,设计停留时间为15 h,其中缺氧段为2 h,厌氧段为1 h。氧化沟的总有效容积为5 953m3,有效水深为4.5 m,沟宽为10.5 m。设计污泥浓度MLSS=3000 mg/L,污泥负荷为0.1kgBOD5/(kgMLSS·d)。该污水厂实现整套设备国产化,主要设备包括:D=1000mm,L=9000 mm的转刷2台,配用电机的功率为45 kW;7.5 kW的水下推进器2台,设置于主沟,2.2 kW的1台,设置于缺氧段,0.75 kW的2台,缺氧段和厌氧段各1台。经济技术指标如下:投资为761.46 元/m3,运行费用为0.2 元/m3。
设计进水BOD为100~150 mg/L,COD为200~300 mg/L,SS为250 mg/L。设计出水水质达到《污水综合排放标准》(GB 8978—1996)的一级标准。进、出水水质见表1。
表1污水厂进、出水水质mg/L
 |
该厂出水TP指标未能达到标准(0.5mg/L),主要是由于进水有机物浓度 较低及运行调试期间未正常排泥所致。目前总磷去除率可达70%左右,若排泥正常则去除率更高。
2节能特点及机理
2.1固液分离和污泥无泵自动回流
一体化氧化沟比常规活性污泥法具有节能优势,其首要特点在于用固液分离器取代了传统的二沉池,并同时实现了污泥无泵自动回流。
固液分离器的设计表面负荷一般为50~65m3/(m2·d),该值是传统二沉池设计的1.5~2倍。成都城北污水处理厂的固液分离器采用侧沟式和中心岛式(尚未启用),在固液分离的 同时实现污泥自动回流,省却了一道机械回流,从而大大降低了运行能耗。传统的氧化沟法须设污泥回流系统,以MLSS=4000mg/L,SVI=150设计,就需100%的回流比,该回流比需设置NWL240—8立式污泥泵2台,运行功率为22 kW,电耗增加约0.053 (kW·h)/m3。而实现污泥自动回流,则节能可达15%左右。
固液分离及回流机理见图2。
 |
主沟内混合液在流经组件进入分离器内部时,由于特殊的分离器组件结构和水力条件,流动方向发生了多次变化,客观上消耗了液流的能量,为固液分离打下了基础。分离后的污泥通过絮凝,体积变得越来越大,在其沉降过程中,不断受到从主沟进入到分离器内的液流向上的冲击,形成污泥反冲。当这一冲击作用与污泥的重力持平时,污泥便悬浮在分离器中,保持动态静止,形成一悬浮污泥层。当混合液由下而上通过悬浮层时,混合液中的污泥便被悬浮污泥“网捕”下来,这就比传统二沉池单靠静沉作用多了一重作用。
在分离器底部,混合液受到组件下侧板的反力作用,该力可分解组件下侧板流动的两束流——上向流和下向流,因流速差的存在形成压力差,该压力差就直接导致了污泥自动回流。成都城北污水厂一年多的运行情况表明,只要保证固液分离器底部的推动力并及时排泥,就能 保证稳定的分离及回流效果。
2.2水力内回流
合建式一体化氧化沟其节能之处不仅在于曝气/沉淀一体化,实现了污泥无泵自动回流(见图3中的a),还在于直接将缺氧区和好氧区共壁合建实现了水力内回流。该设计的独到之处在于硝化液是通过好氧区的循环流动直接流至缺氧区,与厌氧池中的出水混合后进行反硝化反应的,这样就再次省却了一道机械内回流,并充分利用了一体化氧化沟的能量分区及水力分布特点(见图3中的b)。
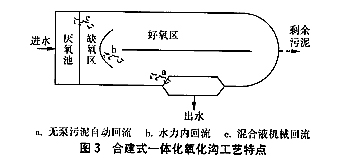 |
固液分离器和转刷分别位于氧化沟的两侧,氧化沟在本质上属于延时曝气,污泥负荷很低,曝气池内氧利用率高,使好氧段溶解氧浓度只要达到1.5~2.0 mg/L就能较好地去除BOD 及进行硝化反应。而在分离器底部及缺氧区内回流进口处——为好氧段的溶解氧最低处,经测定只有0.6 mg/L左右,实际上已经处于缺氧阶段(可称为预缺氧段),并进行着小规模的反硝化反应。其回流比的大小对缺氧区溶解氧浓度影响不大,而氧化沟的完全混合加循环推流的独特水力特征,保证了在不用外加能量的情况下保持300%~600%的回流比。而一般A2/O 法为取得良好的脱氮效果,通常要求有200%~500%的高回流比。以设计r=200%,Q= 1×104m3/d的机械内回流系统为例,需设置WQ80—12—45潜污泵1台,运行功率为45 kW,意味着电耗增加0.108 (kW·h)/m3,而且高回流比往往会使缺氧段溶解氧浓度升高而影响脱氮效果。相比之下,一体化氧化沟的内回流就具有节省能耗及控制简单两方面的优势,仅水力内回流就可节能近30%。
当原水流经厌氧池后,可快速降解有机物浓度大大增加,其出水与水力内回流的硝化液混合(经测定在混合处的COD/TN≥7.2),即充足的碳源、理想的DO条件及高回流比的硝化液使反硝化反应进行得非常彻底。反应的结果是NO3-作为电子受体代替溶解氧去除大量的有机物质,使整个系统耗氧量可节省近1/3,从而进一步降低了运行费用。
此外,缺氧段反硝化反应的顺利进行,也为厌氧池磷的释放打下了基础,因为厌氧池含磷污泥是从缺氧区回流的(见图3中的c),该回流液中NO3-含量越低,释磷就越充分。
合建式氧化沟实现了:①将不同功能的反应器以功能分区的形式融合在同一空间中,免去了频繁的空间调配;②结合设备配置,做到各功能区优化和能量投入可调;③利用水力内回流而省却了机械回流措施。
2.3合理配置设备和优化运行模式
曝气转刷与水下推进器的合理配置,不仅能解决氧化沟沟深加大的问题,而且为节能运行提供了基础。水下推进器的配置使转刷从众多的功能中独立出来,以充氧功能为主,而混合推动则由水下推进器来承担,转刷可根据不同目的灵活应用。试验表明,仅水下推进器单独运行时,沟中的流速分布与转刷单独运转时相反;两台转刷同时开启时,氧化沟底部有积泥产生;而当1台转刷和主沟的两台水下推进器同时开启时,混合推动效果非常好且无沉泥现象,这 说明曝气转刷和水下推进器具有很大的互补性。
从水力学的角度来说,侧沟式一体化氧化沟比船式、BMTS等氧化沟的水头损失更小,流态更好。城北污水厂的主沟有效水深达4.5 m,单独使用转刷则混合推动得不到保证,而水下推 进器的设计功率仅为4W/m3左右,它与转刷的合理配置达到了充氧混合和循环流动的目的,使运行能耗得到了降低。
为进一步降低能耗,城北污水厂在日常还采取了优化运行的模式,即采取连续流间歇曝气。该方式是让曝气转刷周期性开启,根据需要的溶解氧浓度调整周期,而水下推进器保持连续运行。现在该污水厂最常用的运行方式是保持1台转刷长期运行,另1台以2 h为周期间歇运行。这种运行方式加快了好氧/缺氧的交替频率,有利于整个系统的脱氮除磷。与连续进水、连续曝气相比,其对COD与SS的处理效果略有下降,但均在达标范围之内,即NO3-N基本不变,而TN和TP的去除效果均优于连续曝气。这主要是因为系统的间歇运行能充分利用氧化沟中的内源代谢产物,进行预缺氧反硝化,脱除部分NO3-N,使前置缺氧段内的C/N提高,从而维持较高的反硝化速率。其次,间歇运行还能使沟中溶解氧的利用率得到提高,这是因为氧化沟是延时曝气活性污泥系统,BOD负荷大大低于普通活性污泥法,活性污泥的能量水平低,故即使DO浓度值较低(低于2mg/L),也可使活性污泥絮体处于好氧状态。另外,间歇曝气的运行方式还可使系统内氧转移速率增大,氧利用率高则为系统节能创造了条件。在达到同种处理要求的条件下,间歇曝气比连续曝气节能达22%左右, 两种运行方式的能耗比较见表2。
表2两种运行方式能耗比较
 |
3 结论
①合建式一体化氧化沟工艺节能之处在于成功实现了固液分离和无泵污泥自动回流,同时实现了水力内回流,从而省却了两道机械回流系统。
②设备的合理配置和优化的运行管理模式也是实现节能的一种重要手段。
③该工艺因其巨大的节能优势及技术特点,在中小城市的污水治理中有良好的推广及应用前景。

使用微信“扫一扫”功能添加“谷腾环保网”





