


黑色矿山选矿废水处理技术的改进
为提高浓缩机的沉淀效率和尾矿输送浓度,将18m的浓缩机改成了旋流絮凝沉淀池。研究了阴离子型聚丙烯酰胺的沉降效果。实施了浓缩机底流计算机自动控制。结果表明改进后的选矿废水处理系统具有良好的处理效果.出水水质均达标排放.尾矿浆排放量由180mVh控制到不大于115m3/h,浓缩机底部排污率由15%提高到31。89%。
目前,我国黑色金属矿山选矿废水处理多采用普通浓缩机进行自然沉淀。水质净化效果差。出水达不到国家废水排放标准的要求,为此,目前国内一些选矿厂已将普通浓缩机改装成斜板沉淀池.这种沉淀池效果虽然好些,但改造费用高。使用寿命短。易堵塞。维修工作量大。
莱芜市某选矿厂为充分利用该厂原有的水处理设备及更好地提高现有浓缩机的沉淀效率和尾矿输送浓度。提出了将18m的浓缩机改成l8m的旋流絮凝沉淀池。投加阴离子型聚丙烯酰胺絮凝剂,并实施浓缩机底流计算机自动控制。
1原处理工艺及存在问题
该厂原设计能力为年处理铁矿石4×10st,用水量为570mVh。原污水处理工艺为:磨矿车间的磁选尾矿首先进入2台15m浓缩机,经沉砂后其底流泵入浮选机进行浮选得铜、钴精矿。浮选后尾矿自流至马尔斯泵搅拌筒.2台15m浓缩机的溢流汇合后送入18m浓缩机澄清。澄清后的溢流直接外排。18m浓缩机的底流则泵人马尔斯泵搅拌筒。搅拌筒内的尾矿浆用马尔斯泵送到3km以外的尾矿库。搅拌筒内过量的尾矿浆又返回到18m浓缩机。由于原设计浓缩机的处理能力不足及尾矿浆输送浓度较低(其质量分数仅15%~17%),致使尾矿矿浆总体积量达到180m3/h,超过了马尔斯泵120m3/h的额定量.再加上外购矿中含泥量增加.造成该厂外排废水严重超标。
2工艺及主要设备的改进
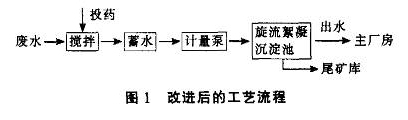
2.1工艺流程的改进改进后的工艺流程见图1。
 |
2.2浓缩机的改造
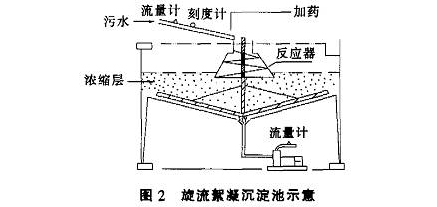
将18m普通浓缩机改成18m旋流絮凝沉淀池。是在原普通浓缩机结构不变的基础上进行的。也就是在18m浓缩机中心支柱和耙架之间安装一个旋流反应器,它的形状呈圆台状,内部装设多层旋流导板,见图2。
 |
改造后的旋流絮凝沉淀池有以下特点:
①改造没有破坏原浓缩机的结构。既利用了原来的浓缩设施,又能显著提高废水的净化效率。
②在旋流絮凝反应器进口附近投加阴离子型聚丙烯酰胺,可以充分利用水力旋流进行反应,不需加设机械搅拌器。
③旋流絮凝沉淀池采用深层进水,大大缩短了固体颗粒的沉淀距离,使中粗颗粒很快沉人压缩层。相对降低了池体中部和上部水体的浓度,而细颗粒被迫进人浓度较高的压缩区上部。由于稠密颗粒的碰撞.大大消减了它们的能量,使相当数量的细颗粒停留下来不能上浮。相应提高了底流浓度。
④旋流絮凝反应器的上部直径小,下部直径大,水流速度呈无级变速。符合混凝反应先快速混合.后慢速絮凝的要求。水流离开反应器后仍有一段旋流过程,水流逐步扩散,“絮团”不断长大,而且出水和进水呈逆向流动。经过浓缩层进人清水区.再向周边溢出,它比普通浓缩机上部辐射的流向要优越得多。
2.3絮凝剂试验及投药设备
2.3.1絮凝剂试验
①静态试验。以选矿污水的悬浮物质量浓度为30g/L、pH值为8.12、絮凝剂投加量为1.5me,/L.在室温下用100mL量筒和40mm、高2ITI沉淀管对聚铁、聚铝、聚丙烯酰胺等进行了筛选试验.从絮凝物的沉降速度和上清液的浊度两个方面评价了各种絮凝剂之间促进沉降效果的次序,肯定了阴离子型聚丙烯酰胺对处理该厂选矿废水沉降效果最好
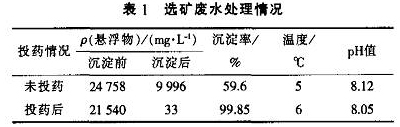
②工业性试验。选用的阴离子型聚丙烯酰胺相对分子质量为70万800万,质量分数为0.1%.用量为2.3g/m。在实际运行中,当原水悬浮物的质量浓度为21540mg/L,pH=8.05,温度6oC时,投加阴离子型聚丙烯酰胺后.出水悬浮物的质量浓度为33mg/L.去除率可达99.85%。
2.3.2投药设备
①搅拌筒。采用1.7m的搅拌筒,体积为3m。按4h搅拌周期来考虑,1台工作,1台备用。
②加药泵。选用XF一101型计量泵。l台工作.1台备用。
③储浆池。根据阴离子型聚丙烯酰胺的质量分数为0.1%,搅拌筒连续工作并能逐次排人储浆池,设计容积为7nl。
2.4浓缩机底流控制方法的改进
为把该厂2台15nl普通浓缩机底流量控制在40rn3/h,底流质量分数控制在25%28%.并将18m旋流絮凝沉淀池底流也控制在40mS/h,进而将全厂尾矿矿浆总体积量控制在不大于120m/h。与马尔斯泵的扬量相适配,采用了计算机对3台浓缩设施和加药泵的主要工艺参数进行自动检测,并通过底流排放量闭环控制系统和阴离子型聚丙烯酰胺絮凝剂添加量闭环控制系统对上述浓缩设施的生产全过程实施自动控制。
3改进效果
通过该厂2年多的长期运行监测表明.外排废水经处理后达标率为100%,处理率100%,沉淀率99.85%,其它水质指标均低于国家废水排放标准(见表1)。尾矿浆排放量由180mS/h控制到不大于l15m,/h。浓缩机底部排污率由15%提高到31.89%,实现了用1台YJB一120/25型马尔斯泵输送全部尾矿矿浆的控制目标。表1选矿废水处理情况
 |
据测算,该厂这一改造后的废水处理系统投人生产后。每年免缴超标排污费约149万元,免交提高征收排污标准收费约22万元。扣除运转费用,该工程获直接经济效益143.14万元/a。
4结论
该厂采用旋流絮凝处理技术及浓缩机底流计算机自动控制技术。并采取投加阴离子型聚丙烯酰胺来治理选矿废水,属国内首创,这为我国众多的黑色金属选矿厂找到了一个技术先进、经济、实用、高效的废水处理方法,可大力推广应用。

使用微信“扫一扫”功能添加“谷腾环保网”





