


微絮凝一纳滤组合工艺在矿井水处理中的研究
摘 要:论文介绍了用微絮凝一纳滤组合工艺处理含悬浮物矿井水的工艺流程。通过试验,确定了微絮凝过滤的最佳投药量。在过滤周期为30min时,采用反曝气方式运行的微絮凝一纳滤膜装置的组合工艺处理矿井水,对浊度和细菌的去除率分别达到99.8%和88% , 系统出水的各项指标也达到了用水要求。
关键词:微絮凝;纳滤膜;矿井水
矿井水是指在采煤工作面及巷道汇集和流动过程中受到污染的煤矿开采废水,其水色发黑且细菌总数超标,主要污染项目为煤粉悬浮物(SS)、色度、浊度、细菌和COD。这类矿井水处理后常被用于矿区淋浴、厂区绿化、洗煤厂生产补充水。本课题研究了微絮凝过滤一纳滤膜处理矿井水,通过实验和分析,确定工艺处理含悬浮污染物矿井水的最佳投药量,考察了纳滤膜操作特性对膜过滤性能的影响以及该工艺对矿井水的处理效果。
1 矿井水水水质
试验用水取自山东兖州矿务局鲍店煤矿原煤开采产生的矿井水, 该矿井水正常涌水量450m 3/h, 最大涌水量700m3 /h。处理后的清水主要用于洗煤、绿化以及矿区职工洗浴用水。原矿井水水质见表1。
 |
2 处理工艺流程
2.1 工艺流程
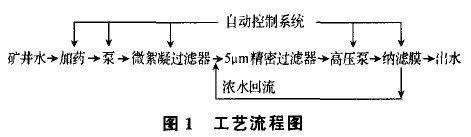
本试验利用强化微絮凝的原理,通过优化絮凝剂种类与加药条件,使矿井水中的有机物与悬浮物质形成微絮凝过滤的前提条件,然后经过强化过滤的工艺单元处理后,达到纳滤膜的进水水质要求。纳滤通过进一步去除水中浊度、细菌、有机物与含盐量,纳滤处理后排出的浓水可回流与矿井水混合后处理,工艺流程见图1。
 |
2.2 工艺装置
2.2.1 预处理过程
在处理含悬浮物矿井水时,聚合铝作为混凝剂的混凝效果优于硫酸铝和硫酸铁等,故本试验采用聚合铝为混凝剂,通过混凝试验确定最佳投药量。在1000mL烧杯中加入混凝剂聚合铝,以DBJ一621定时变速六联搅拌器快速搅拌lmin,反应10min,静置沉淀20min后取上清液测试不同投药量时对原水浊度的去除效果,从而确定最佳投药量。采用~600mm、H700mm 陶粒微絮凝过滤器,滤速控制在10m/11。
2.2.2 纳滤膜装置
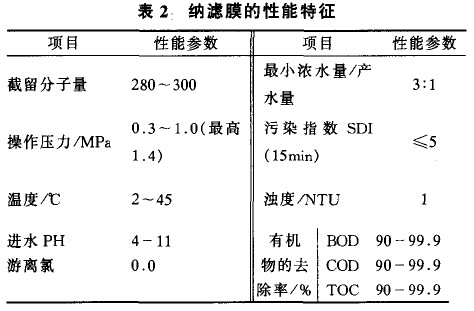
纳滤膜(膜材料为聚酰胺)是一种介于超滤和反渗透的分离膜,本装置采用的是美国Trisep公司的TS80—4040纳滤膜,其基本性能见表2。并联方式运行,操作压力为0.3~ 0.7MPa,淡水回收率75% 。
 |
3 结果与讨论
3.1 最佳投药量
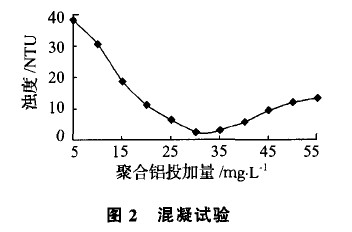
在原水浊度为270NTu、PH=7.5、水温20℃ 时,考察了不同的聚合铝投加量对原水浊度的去除效果。试验结果见图2。由混凝试验可知,聚合铝投加量在30mg/L,上清液浊度达到约2.0NTU 时,出现最佳投药量。由于纳滤膜分离技术可以达到0.0l m 数量级的固液分离,所以投加混凝剂的主要目的是使水中的悬浮物形成微絮凝体,而无需形成依靠重力沉降的颗粒尺寸。因此,本研究采用聚合铝投加量为12mg/L,考察组合工艺对矿井水的处理效果。
 |
3.2 纳滤膜组合工艺对矿井水处理的试验
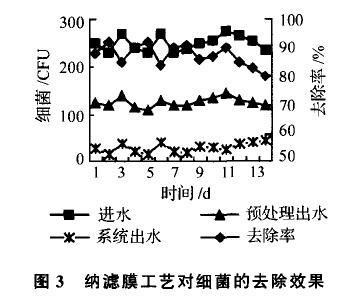
膜分离技术的一个重要问题是膜污染,本研究采用周期反曝气运行方式以吹脱沉积在膜表面的泥饼层。过滤周期为T=30min,3min反曝气运行方式,在平均膜通量45L/(m ·h)条件下稳定运行2周,考察了纳滤膜工艺对含悬浮物矿井水的处理效果,结果见图3、图4。
 |
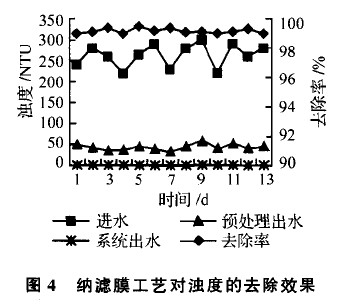 |
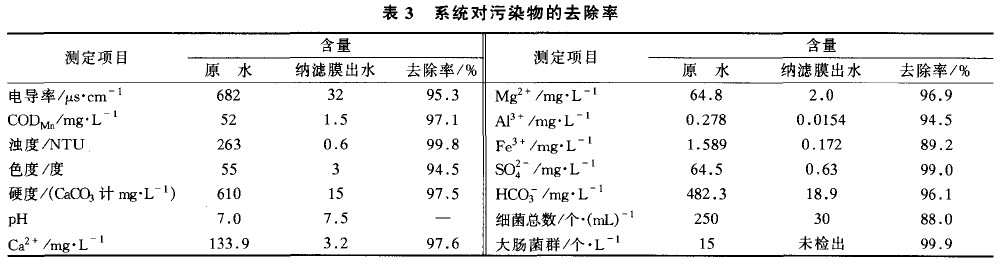
试验考察了强化微絮凝和纳滤膜过滤出水的浊度和细菌含量,并对系统出水的其他指标进行了检测。由图3可以看出,系统的进水细菌含量为230~270CFU/mL,强化微絮凝的出水中细菌含量为100~130NFU/mL,说明强化微絮凝能够去除一部分细菌,系统出水的细菌含量为l5~5ocFU/mL,平均出水含量为30CFU/mL,系统对细菌平均去除率为88%,说明纳滤膜对细菌有很好的处理效果,不需再加消毒装置。图4表明,进水浊度为220~300NTU,系统出水的浊度始终小于1.0NTU,平均出水浊度为0.60NTU,系统对浊度的去除率超过99%。对系统出水的其他各项指标每日监测一次,其平均值见表3。从表中可以看出,系统的出水均达到用水标准。
 |
4 结 论
采用纳滤膜组合工艺处理含悬浮物矿井水, 系统在过滤周期为T=30rain,反曝气冲洗时间为3rain,投加聚合铝的最佳投药量在12mg/L条件下的试验结果表明,系统 对矿井水中CODMn去除率为97.1% ,浊度去除率为99.8% ,硬度和色度去除率分别为97.5%和94.5%,纳滤膜工艺不需要加滤消毒,细菌的去除率为88%,出水达到厂区用水要求。

使用微信“扫一扫”功能添加“谷腾环保网”




