


ЮлЫЎЛигУДІРэЙЄГЬгІгУгыММЪѕНјеЙ
еЊвЊ:змНсЛигУЮлЫЎДІРэЗЂеЙРњГЬМАМИИіЙиМќММЪѕ(ФЄЗжРыЁЂФЄЩњЮяЗДгІЦїЁЂГєбѕЁЂЩњЮяЛюадЬПЁЂГєбѕ-ЩњЮяЛюадЬП)ЕФВњЩњЁЂЗЂеЙМАгІгУЁЃЫцЛигУЮлЫЎДІРэММЪѕЕФНјВН,ФЄВФСЯГЩБОВЛЖЯНЕЕЭЁЂГєбѕЗЂЩњЦїаЇТЪИќИпЁЂЩњЮяЛюадЬПММЪѕгыЦфЫќММЪѕМЏГЩЁЂаТаЭMBRММЪѕЕФГЩЙІ,НЋЪЙЮлЫЎЛигУТЪВЛЖЯЩЯЩ§ЁЃ
ЙиМќДЪ:ЮлЫЎ;ЛигУ;ММЪѕ;НјеЙ
ЫЎЪЧЩњУќжЎдД,ЩњДцжЎБОЁЃЮЊНтОіШЫРрЩњВњЩњЛюЕШЗНУцЕФЫЎзЪдДЙЉЧѓУЌЖм,ЛигУЮлЫЎДІРэММЪѕгІдЫЖјЩњЁЃНЋЭтХХЮлЫЎДІРэКѓЛигУ,ЮЊШЫРрПЊБйЕкЖўЫЎдД,ЪЧЪЕЯжЩчЛсПЩГжајЗЂеЙЕФживЊЭООЖЁЃЮлЫЎЛигУАќРЈЛигУЮлЫЎЕФДІРэКЭЛигУСНИіжївЊЗНУцЁЃЫцЮлЫЎЛигУСьгђЕФРЉеЙ,ЖдЫЎжЪЬсГіСЫИќИпЕФвЊЧѓ;ЫЎжЪБъзМЕФШевцбЯИёЭЦЖЏСЫЛигУЮлЫЎДІРэММЪѕЗЂеЙ;ЛигУЮлЫЎДІРэММЪѕЗЂеЙЗДЙ§РДРЉДѓСЫЮлЫЎЛигУСьгђЁЃвђДЫ,ЖдЛигУЮлЫЎДІРэММЪѕНјааШЯецзмНсКЭЗжЮі,евГіММЪѕЗЂеЙЕФФкдкЙцТЩ,ЖдЭЦЖЏЮлЫЎЛигУНЁПЕЁЂПЦбЇЕиЯђЧАЗЂеЙ,ОпгаживЊжИЕМзїгУЁЃ
1ЛигУЮлЫЎДІРэЙЄГЬНјеЙ
1.1ЙњЭтЛигУЮлЫЎДІРэЙЄГЬНјеЙ
ЙњЭтЛигУЮлЫЎДІРэЦ№ВНгк20ЪРМЭдчЦк,УРЙњЕФМгРћИЃФсбЧзюЯШЬсГіЮлЫЎЕФЛиЪегыдйРћгУ,ВЂгк1918ФъЙЋВМСЫЕквЛЯюгаЙиЮлЫЎЛигУЕФЙцеТЁЃзюдчЕФЛигУЮлЫЎДІРэЙЄГЬЪЧ20ЪРМЭ20ФъДњФЉ,бЧРћЩЃФЧжнКЭМгРћИЃФсбЧжнНЋЮлЫЎДІРэКѓЛигУгкХЉЬяЙрИШЁЃ1942ФъТэРяРМжнЕФАЭЖћЕФФІЪаНЋBackRiverОЙ§ЛюадЮлФрКЭМгТШЩБОњКѓВњЩњЕФ16200m3/hЕФЫЎЙЉИјВЎРћКуИжЬњГЇгУгкЙЄвЕЩњВњЁЃГЧЪаЮлЫЎЛигУДІРэЪМгк1960Фъ,ЪЎФъКѓаЮГЩЙцФЃ,ФПЧАвбга357ИіГЧЪаНЈЩшСЫ536ИіЛигУЕу,УПФъЛигУЮлЫЎДІРэСПДя94×108m3ЁЃ
ШеБОдчдк1951ФъОЭЪЕбщадЕиНЋЖЋОЉMika2washimaЮлЫЎДІРэГЇЕФЭтХХЮлЫЎДІРэКѓЛигУЕНдьжНЙЄвЕгУЫЎЁЃ1964ФъЕФбЯжиИЩКЕМгПьСЫЮлЫЎЛигУВНЗЅ,ДІРэКѓЕФЮлЫЎЛигУгкЖЋОЉКЭУћЙХЮнЙЄвЕгУЫЎвдМАЗрБуДІРэЩшЪЉЁЃЕН1996ФъШеБОЛигУЮлЫЎСПДяЕН48×104m3/d,ЛигУЮлЫЎДІРэГЇ162Иі(еМзмЫЎДІРэГЇ13%)ЁЃ
вдЩЋСаЪЧЪРНчЩЯШЫОљЮлЫЎЛигУСПзюИпЕФЙњМв,ЮлЫЎЛигУгкХЉвЕБШР§Дя65%ЁЋ70%,ОгЪРНчЕквЛЁЃдчдк20ЪРМЭ60ФъДњ,вдЩЋСаБуАбЮлЫЎЛигУСаЮЊвЛЯюЙњВпЁЃжС1987Фъ,ШЋЙњвбНЈГЩ210ИіЪаеўЛигУЮлЫЎДІРэЙЄГЬ,ГЧЪаЮлЫЎЛигУТЪДя72%ЁЃДяЖїЕиЧјНЈгавдЩЋСазюДѓЕФЫЎДІРэМАЛиЪезАжУ,ЮлЫЎДІРэСП113×108m3/Фъ,ОНјвЛВНЩњЮяДІРэГ§ШЅNЁЂPКѓЛиЙрЕиЯТ,еМзмЙрИШгУЫЎСПЕФ50%ЁЃ
ФЩУзБШбЧЪзЖМЮТЕУКЭПЫгк1969ФъНЈГЩСЫЪРНчЕквЛИіЪаеўЮлЫЎЛигУзіжБНгвћгУЫЎЯюФП,НЋДІРэКѓЕФГЧЪаЮлЫЎОЙ§ЛьФ§ЁЂШмНтбѕИЁбЁЁЂПьЫйЩАТЫЁЂСЃзДЛюадЬПЮќИНКЭМгТШЩБОњ,УПЬьЯђОгУёЬсЙЉ4800m3ЕФвћгУЫЎ,1995ФъгжНЋЙцФЃРЉДѓЕН21000m3/d,вдТњзуВЛЖЯдіГЄЕФШЫПкЖдвћгУЫЎЕФашЧѓЁЃ
ФЯЗЧSasolЪЧЪРНчЩЯЙцФЃзюДѓЕФвдУКЮЊдСЯЩњВњКЯГЩгЭМАЛЏЙЄВњЦЗЕФЛЏЙЄГЇ,SasolЖўГЇКЭSasolШ§ГЇзд1982ФъНЈГЩжЎШеЦ№ОЭСІељМѕЩйаТЯЪЫЎЪЙгУСПКЭХХЮлСПЁЃгУеєЗЂЦїКЭДЂДцАгШЁДњЫЋТЫСЯЙ§ТЫЁЂЬПЮќИНКЭРызгНЛЛЛ,еєЗЂЦїЕФеєСѓвКЛигУгкЙјТЏ,ХЈЫѕЗЯЫЎБЛЫЭЕНХЈЫѕГи,ОЛюадЮлФрЗЈДІРэКѓЛигУгкРфШДЫЎЯЕЭГЁЃЫцКѓгжжТСІгкЫѕМѕДѓаЭЛвГСЕэГижаЕФаюЫЎСП,ОЙ§12ФъЪЕМљ,ДЂДцАгЫЎЮЛвд3640ЁЋ5915m3/dЕФЫйЖШдіГЄЁЃ1995ФъПЊЪМЙцФЃЛЏгІгУЗДЩјЭИММЪѕ,НЋВњЩњЕФ13650m3/dЕФЫЎзїЮЊдЫЎЁЃ
ЭЈгУЕчЦјЙЋЫОгк2001Фъ5дТдкПЦЭўЬиSu2laibiyaНЈГЩЪРНчЩЯзюДѓЕФЛигУЮлЫЎДІРэзАжУЁЃИУЙЄГЬВЩгУГЌТЫМгЗДЩјЭИЙЄве,НЋ38×104m3/dЕФЖўМЖДІРэЮлЫЎзЊЛЏЮЊ32×104m3/dЕФЛигУЫЎ,дкгУгкХЉвЕЩњВњжЎгрЮЊОгУёЬсЙЉСЫвЛИіПЩбЁдёЕФвћгУЫЎдДЁЃ
ХЗжоЕШвЛаЉЫЎзЪдДЯрЖдГфзуЕФЗЂДяЙњМв,ЙЄвЕЮлЫЎЛигУДІРэЪЕР§КмЩй,ЪЧвђЮЊетаЉЙњМвЕФНкЫЎЙЄзїДгдДЭЗзіЦ№,ВњЩњЕФЮлЫЎСПДяВЛЕНЛигУЙцФЃ;ГЧЪаЮлЫЎДІРэКѓжївЊЛигУгкВоЫљГхЯДКЭЙЋдАЁЂТЬЕиЁЂИпЖћЗђЧђГЁЕФЙрИШЁЃБШРћЪБЗ№РМЕТЫЙНЈгаХЗжоЮЈвЛЕФвЛИігУРДЩњВњвћгУЫЎЕФЛигУЮлЫЎДІРэЙЄГЬ,СНИіДѓЙцФЃЕФЮлЫЎЛиЙрЕиЯТЙЄГЬЗжБ№ЮЛгкАЭШћТоФЧКЭТзЖиББВПЁЃ
 |
| Бэ1ЪРНчДѓаЭЛигУЮлЫЎДІРэЙЄГЬ |
1.2ЙњФкЛигУЮлЫЎДІРэЙЄГЬ
ЮвЙњЛигУЮлЫЎДІРэЦ№ВНЯрЖдНЯЭэ,ПЊЪМЪБжЛНЋЮлЫЎгУгкЙрИШХЉЬя,еце§ЪЕЯжЮлЫЎЛигУЪЧ1992ФъДѓСЌНЈГЩЕФЛигУЮлЫЎДІРэЪОЗЖЙЄГЬЁЃНќФъРДЫцзХШЫУЧЛЗБЃвтЪЖЕФВЛЖЯдіЧП,ДѓХњГЧЪаЮлЫЎДІРэЩшЪЉЯрМЬНЈГЩ,ЕН2001ФъЕз,ШЋЙњЙВНЈГЩГЧЪаЮлЫЎДІРэГЇ452зљ,ЦфжаЖўЁЂШ§МЖЮлЫЎДІРэГЇ307зљ,УПЬьЬсЙЉПЩЙЉЛигУЕФЮлЫЎ1475×104m3,2006ФъДяЕН4000×104m3/dЁЃЮЊСЫгНгАТдЫ,ББОЉЪаСІељЕН2008ФъЪЕЯжЮлЫЎДІРэТЪ90%,ЛигУТЪ50%ЕФФПБъЁЃ
 |
| ЮвЙњВПЗжГЧЪаЮлЫЎДІРэГЇЕФЛигУДІРэЯюФП |
ЯрБШгкГЧЪаЮлЫЎ,ЙЄвЕЛигУЮлЫЎДІРэвЊИДдгЕУЖрЁЃЪЏгЭЁЂЛЏЙЄЁЂЕчСІЁЂИжЬњЕШаавЕЩњВњЬиЕуОіЖЈСЫЮлЫЎЫЎжЪБШГЧЪаЮлЫЎИќИДдг,ЧввђаавЕЖјвь,ОЙ§ЖўМЖДІРэКѓЕФЮлЫЎЫфШЛФмДяЕНЭтХХБъзМ,ЕЋШдВаСєвЛЖЈЪ§СПЕФгаЛњКЭЮоЛњЮлШОЮяЁЂЯИОњЁЂВЁЖОМАжиН№ЪєРызгЕШгаЖОгаКІЮяжЪ,вЛАуашвЊОЙ§НјвЛВНДІРэВХФмЛигУЁЃФПЧАДѓЖрЪ§ЙЄвЕЦѓвЕНЋЛигУЮлЫЎДІРэКѓ,зїбЛЗРфШДЫЎЯЕЭГВЙЫЎвдМАЙјТЏЫЎЯЕЭГИјЫЎЁЃ
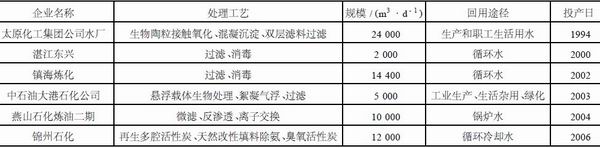 |
| ЮвЙњЙЄвЕЮлЫЎЛигУДІРэЙЄГЬЪЕР§ |
2ЛигУЮлЫЎДІРэММЪѕНјеЙ
ЛигУЮлЫЎДІРэММЪѕАќРЈЪЪЖШДІРэММЪѕКЭЩюЖШДІРэММЪѕЁЃОЖўМЖДІРэЕФГЧЪаЮлЫЎЫЎжЪНЯКУ,ВЩгУЛьФ§ЁЂГСЕэЁЂЙ§ТЫКЭЯћЖОЕШММЪѕДІРэКѓМДПЩЛигУЕНЖдЫЎжЪвЊЧѓВЛИпЕФбЛЗЫЎЕШЯЕЭГ;ЖјЖдгкЫЎжЪБШНЯИДдгЕФЙЄвЕЮлЫЎ,ОЖўМЖДІРэКѓЫфШЛФмТњзуХХЗХБъзМ,ЕЋжївЊЫЎжЪжИБъШдВЛТњзуЛигУвЊЧѓ,ашвЊзіНјвЛВНДІРэВХФмЛигУЁЃФПЧА,ЙЄвЕДяБъЭтХХЮлЫЎЩюЖШДІРэММЪѕгаФЄЗжРыЁЂФЄЩњЮяЗДгІЦїЁЂЛюадЬПЮќИНЁЂГєбѕбѕЛЏЁЂЩњЮяНгДЅбѕЛЏЕШЁЃгаЗЯЫЎашвЊДІРэЕФЕЅЮЛЃЌвВПЩвдЕНЮлЫЎБІЯюФПЗўЮёЦНЬЈзЩбЏОпБИРрЫЦЮлЫЎДІРэОбщЕФЦѓвЕЁЃ
2.1ФЄЗжРыММЪѕ
ФЄЗжРыММЪѕжївЊЪЧРћгУЫЎЗжзгКЭЮлШОЮяОпгаВЛЭЌЕФЭИЙ§ад,дкЭтСІзїгУЯТЪЙЖўепЗжРыЁЃФЄЗжРыММЪѕвђОпгаФмКФЕЭЁЂЗжРыаЇТЪИпЁЂзАжУНєДеЁЂВйзїМђЕЅЕШгХЕу,ЙуЗКгІгУгквћгУЫЎДІРэЁЂЮлЫЎДІРэЁЂЪГЦЗЁЂЩњЮяММЪѕЁЂвНвЉЁЂЛЏЙЄЕШаавЕЁЃИљОнФЄВФСЯПзОЖЕФДѓаЁ,ЗжЮЊЮЂТЫ(MF)ЁЂГЌТЫ(UF)ЁЂФЩТЫ(NF)КЭЗДЩјЭИ(RO)ФЄЁЃ
1950ФъЕТЙњЕФSartoriusWerkeGmbHЪзДЮНЋЮЂТЫФЄЪЕЯжЙЄвЕЛЏЩњВњ,1953ФъУРЙњЗ№ТоРяДяДѓбЇЕФCharlesReidНЬЪкЬсГіЗДЩјЭИКЃЫЎЕЛЏЗНАИ,ВЂдкУРЙњбЮЫЎОжЕФзЪжњЯТНјааСЫПЊЭиадбаОП,НсЙћжЄУї,РћгУДзЫсЯЫЮЌЫиЩЬЦЗФЄПЩвдДгКЃЫЎжажЦШЁЕЫЎЁЃ20ЪРМЭ80ФъДњ,ЮЂТЫКЭГЌТЫПЊЪМгУгкЫЎДІРэ,1988ФъЗЈЙњдкAubergenvilleНЈГЩСЫЕквЛИіДІРэвћгУЫЎЕФГЌТЫзАжУ,ЩшМЦФмСІ160m3/d,ФПЧАвбРЉДѓжС10×104m3/dЁЃ2002ФъЗЈЙњЪзДЮРћгУФЩТЫЩњВњ14×104m3/dЕФвћгУЫЎЁЃЗДЩјЭИжївЊгУгкКЃЫЎЕЛЏКЭвћгУЫЎДІРэ,ЪРНчзюДѓЕФЕЛЏзАжУЮЛгкУРЙњбЧРћЩЃФЧжнЕФгШТэ,ШеДІРэСПЮЊ25×104m3ЁЃЕЋНЈЩшКЃЫЎЕЛЏзАжУзюЖрЕФЕиЧјЪЧжаЖЋ,Ъ§СПеМЪРНчзмСПЕФ2/3ЁЃ
ЮЊСЫНтОіФЄЮлШОЮЪЬт,ШЫУЧдкбажЦПЙЮлШОФЄЁЂгХЛЏВйзїЬѕМўЁЂдіМгдЄДІРэКЭФЄЧхЯДЕШЗНУцНјааСЫДѓСПЕФбаОПЙЄзї,ЪЙФЄЕФЪЙгУЪйУќВЛЖЯбгГЄ,ФПЧАвбГЩЙІгІгУгкГЧЪаЮлЫЎДІРэ,ВЂе§ЯђЙЄвЕЮлЫЎДІРэЗНЯђЗЂеЙЁЃ
2.2ФЄЩњЮяЗДгІЦї(MBR)ММЪѕ
НЋЗжРыаЇЙћИпЕФФЄЗжРыММЪѕгыЗЯЫЎЩњЮяДІРэММЪѕЯрНсКЯбмЩњЕФФЄЩњЮяЗДгІЦї(MembraneBioreac2tor,МђГЦMBR)ММЪѕ,ПЫЗўСЫДЋЭГЩњЮяДІРэЙЄвеГіЫЎЫЎжЪВЛЙЛРэЯыЁЂаЇТЪЕЭЁЂФмКФИпЁЂЪЃгрЮлФрВњСПДѓЕШШБЯн,гУФЄзщМўДњЬцДЋЭГЛюадЮлФрЗЈжаЕФГСЕэГи,ФрЫЎЗжРыаЇЙћИќКУ,ЧвгаРћгкБЃГжЩњЛЏГиНЯИпЕФЩњЮяСПКЭНЯГЄЕФЮлФрСф,ЬсИпЩњЛЏНЕНтФмСІЁЃ
1966ФъУРЙњDorroliverЙЋЫОЪзЯШбаОПНЋMBRгУгкЮлЫЎДІРэ,ЫцКѓSmithЕШНЋMBRгУгкДІРэГЧЪаЮлЫЎЁЃ1989ФъЖЋОЉДѓбЇЕФYamamtotoЗЂУїСЫвЛЬхЪНMBR,МДНЋФЄзщМўжУШыЩњЮяЗДгІЦїФк,ШЁЯћСЫбЛЗБУ,ДѓДѓНЕЕЭСЫдЫааФмКФ,ЪЧMBRгУгкЮлЫЎДІРэЕФжиДѓЭЛЦЦЁЃ20ЪРМЭ90ФъДњжаКѓЦкMBRдкХЗжоКЭЮвЙњПЊЪМгІгУЁЃФПЧА,ШЋЪРНчвбгаГЌЙ§1000ЬзMBRзАжУгУгкГЧЪаЮлЫЎЛигУДІРэ,ВЂПЊЪМгІгУгкЙЄвЕЮлЫЎЛигУДІРэЁЃ
MBRзАжУЫфШЛдкГЧЪаЮлЫЎЛигУДІРэжаЕУЕНСЫДѓЙцФЃЕФЭЦЙугІгУ,ЕЋгЩгкЙЄвЕЮлЫЎЮлШОГЬЖШИпЁЂЫЎжЪИДдг,взЪЙФЄВњЩњЮлЖТ,ЕМжТФЄЕФЪЙгУЪйУќДѓДѓЫѕЖЬ,дйМгЩЯФЄЕФГЩБОНЯИпЕШВЛзу,зшАСЫMBRдкЙЄвЕЮлЫЎЛигУДІРэжаЕФгІгУЁЃвђЖј,НјвЛВНЬсИпФЄЕФПЙЮлШОФмСІКЭЛњаЕЧПЖШ,ЪЧMBRДѓЙцФЃгУгкЙЄвЕЮлЫЎЛигУДІРэашвЊНтОіЕФжївЊЮЪЬтЁЃ
2.3ГєбѕДІРэММЪѕ
ГєбѕЕФЧПбѕЛЏадЖдЮлЫЎЭЌЪБОпгаЩБОњЁЂНЕЕЭCODКЭЭбَçúзїгУЁЃ1840ФъЕТЙњПЦбЇМвЪцБДвђЗЂЯжСЫГєбѕ,дкЫцКѓПЊЪМЖдГєбѕаджЪЕФбаОПжа,ШЫУЧЗЂЯжГєбѕОпгаКмЧПЕФбѕЛЏадЁЃ1868ФъЕТЙњШЫИёБДЫЙРћгУГєбѕНЋУКНЙгЭЛьКЯЮябѕЛЏГЩЪЪКЯгкЭПСЯКЭгЭЦсЪЙгУЕФВњЦЗ,1873ФъГєбѕБЛгУгкЪГбЮОЋжЦКЭбЧТщЦЏАзЁЃ1886ФъMeritensТЪЯШЬсГіРћгУГєбѕДІРэЮлЫЎЕФПЩааадЁЃУРЙњзюЯШгк20ЪРМЭ70ФъДњГѕРћгУГєбѕДІРэЩњЛюЮлЫЎ,80ФъДњГѕНЋЦфгУгкбЛЗРфШДЫЎДІРэЁЃЮвЙњгк1977ФъдкРЅУїНЈГЩзюДѓГєбѕЯћЖОЫЎГЇЁЃБШРћЪБРћгУГєбѕЖдДІРэКѓЕФЮлЫЎНјааЩБОњ,ЛигУгкЙЄвЕЩњВњ,втДѓРћдђЪЧЛигУгкМфНгХЉвЕЙрИШЁЃ
ГєбѕЫфШЛЖдЮЂЩњЮяЕШОпгаМЋЧПЕФЩБУ№аЇЙћКЭНЯКУЕФCODШЅГ§зїгУ,ЕЋЖдАБЕЊШЅГ§аЇЙћНЯВю,ЖдДМРрЁЂШЉРрЁЂУбРрМАЬўРрЛЏКЯЮябѕЛЏФмСІвВНЯШѕ;дЫааФмКФНЯИпЁЂЭЖзЪНЯДѓ,ЬиБ№ЪЧЙњФкжЦдьЕФДѓаЭГєбѕЗЂЩњЦїДцдкаЇТЪНЯЕЭЁЂЗХЕчЙмЪйУќНЯЖЬЁЂМлИёНЯЮЊАКЙѓЕФВЛзуЁЂвдМАЮВЦјДІРэЕШЮЪЬт,ЪЙГєбѕММЪѕгУгкЛигУЮлЫЎДІРэЪмЕНЯожЦЁЃвђДЫПЊЗЂаЇТЪИпЁЂФмКФЕЭЁЂЪйУќГЄЕФГєбѕЗЂЩњзАжУЪЧГєбѕДІРэММЪѕЦШЧаашвЊНтОіЕФЮЪЬтЁЃЭЌЪБПЩвдВщПДжаЙњЮлЫЎДІРэЙЄГЬЭјИќЖрММЪѕЮФЕЕЁЃ
2.4ЩњЮяЛюадЬПММЪѕ
ЩњЮяЛюадЬП(Biologicalactivatedcarbon,МђГЦBAC)ММЪѕЪЧЩњЮяММЪѕгыЮяРэЮќИНММЪѕНсКЯВњЩњЕФаТММЪѕ,ЫќМШРћгУЛюадЬПОоДѓЕФБШБэУцЛ§КЭЗЂДяЕФПзЯЖНсЙЙЮќИНЫЎжаШмНтбѕКЭгаЛњЮлШОЮя,гжРћгУЛюадЬПзїЮЊЮЂЩњЮяОлМЏКЭЗБжГЕФдиЬх,ДгЖјЬсИпЮЂЩњЮяЩњЮяНЕНтзїгУЁЃ
BACЪЧдкПХСЃзДЛюадЬП(Granularacti2vatedcarbon,МђГЦGAC)ЕФЛљДЁЩЯЗЂеЙЖјРДЁЃЮвЙњЩЯЪРМЭ80ФъДњПЊЪМНјааBACММЪѕбаОП,1997ФъБІИжМЏЭХВЩгУSBR-BACЙЄведкИїГЇЧјФкТНајНЈЦ№СЫЪЎЖрЬз800m3/dЕФЮлЫЎДІРэзАжУКЭЛигУзАжУ,ГіЫЎгУгкГЇЧјТЬЛЏКЭбЛЗРфШДЫЎВЙГфЫЎ,КѓгжЗжБ№дкЦфЫћИїГЇЧјТНајНЈГЩДІРэЙцФЃЗжБ№ЮЊ300m3/d,500m3/dМА800m3/dЕФЪЎЖрЬзДІРэзАжУЁЃBACММЪѕЕФВЛзужївЊБэЯждк:ЮЂЩњЮяЙ§ЖШЗБжГдьГЩТЫСЯЖТШћ,діМгЗДгІЦїФкЫЎЭЗЫ№ЪЇ,ДгЖјдіМгЗДГхЯДЦЕТЪЁЂдЫааКЭЙмРэФбЖШ;ЛюадЬПдкНЕЕЭгаЖОЮяжЪЖдЮЂЩњЮявжжЦзїгУЕФЭЌЪБвВБЃЛЄСЫВЁдадЮЂЩњЮя,гАЯьЫЎжЪАВШЋЁЃвђДЫ,BACММЪѕгыЦфЫќММЪѕСЊгУЪЧЗЂеЙЗНЯђЁЃ
2.5Гєбѕ-ЩњЮяЛюадЬПММЪѕ
Гєбѕ-ЩњЮяЛюадЬПзщКЯММЪѕЪЧРћгУГєбѕНЋФмЙЛжБНгбѕЛЏШЅГ§ЕФЮлШОЮяжБНгбѕЛЏШЅГ§,ВЛФмжБНгШЅГ§ЕФДѓЗжзггаЛњЮяЗжНтГЩПЩЩњЮяНЕНтЕФаЁЗжзггаЛњЮя;ЭЌЪБГєбѕЗжНтВњЩњЕФбѕЦјЮЊИНзХдкЛюадЬПЩЯЮЂЩњЮяЕФЩњЮяНЕНтЬсЙЉСЫГфзуЕФШмНтбѕЁЃЮвЙњПЊеЙГєбѕ-ЩњЮяЛюадЬПММЪѕЕФбаОПЙЄзївВНЯдч,ЕЋЗЂеЙЛКТ§,НідкЩйЪ§МИИіЫЎГЇгагІгУ,Шч1995ФъГѕжаЪЏЛЏЙЄГЬНЈЩшЙЋЫОНЋГєбѕ-ЛюадЬПММЪѕгІгУгкДѓЧьЪЏЛЏзмГЇСНИіЩњЛюЫЎГЇ,ЙЄГЬНЈГЩЭЖВњЖрФъвдРДдЫааСМКУ,ГіЫЎЫЎжЪОљДяЕНЩшМЦжИБъЁЃ
3Нсгя
ЫцзХЫЎзЪдДЙЉЧѓУЌЖмЕФМгОчКЭЫЎЛЗОГБЃЛЄвЊЧѓЕФШеЧїбЯИё,ЮлЫЎЛигУЕФживЊадИќМгЭЙЯд,ЦШЪЙШЫУЧПЊЗЂДІРэаЇЙћИќКУЁЂЪЪгУЫЎжЪИќПэЁЂЭЖзЪИќЩйЁЂдЫааГЩБОИќЕЭЁЂВйзїИќМђЕЅЕФЛигУЮлЫЎДІРэММЪѕЁЃПЩвддЄМћГЩБОИќЕЭЁЂПЙЮлШОФмСІИќЧПЕФаТаЭФЄВФСЯНЋНјвЛВНЭЦЖЏФЄЗжРыММЪѕдкЛигУЮлЫЎДІРэжаЕФгІгУ,ВЛЭЌЕЅдЊММЪѕЕФзщКЯЙЄвеНЋИќМгПЦбЇЁЂКЯРэЁЃ

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





